Legierter stahl, Plasma n, Sekundärgas 45 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 262
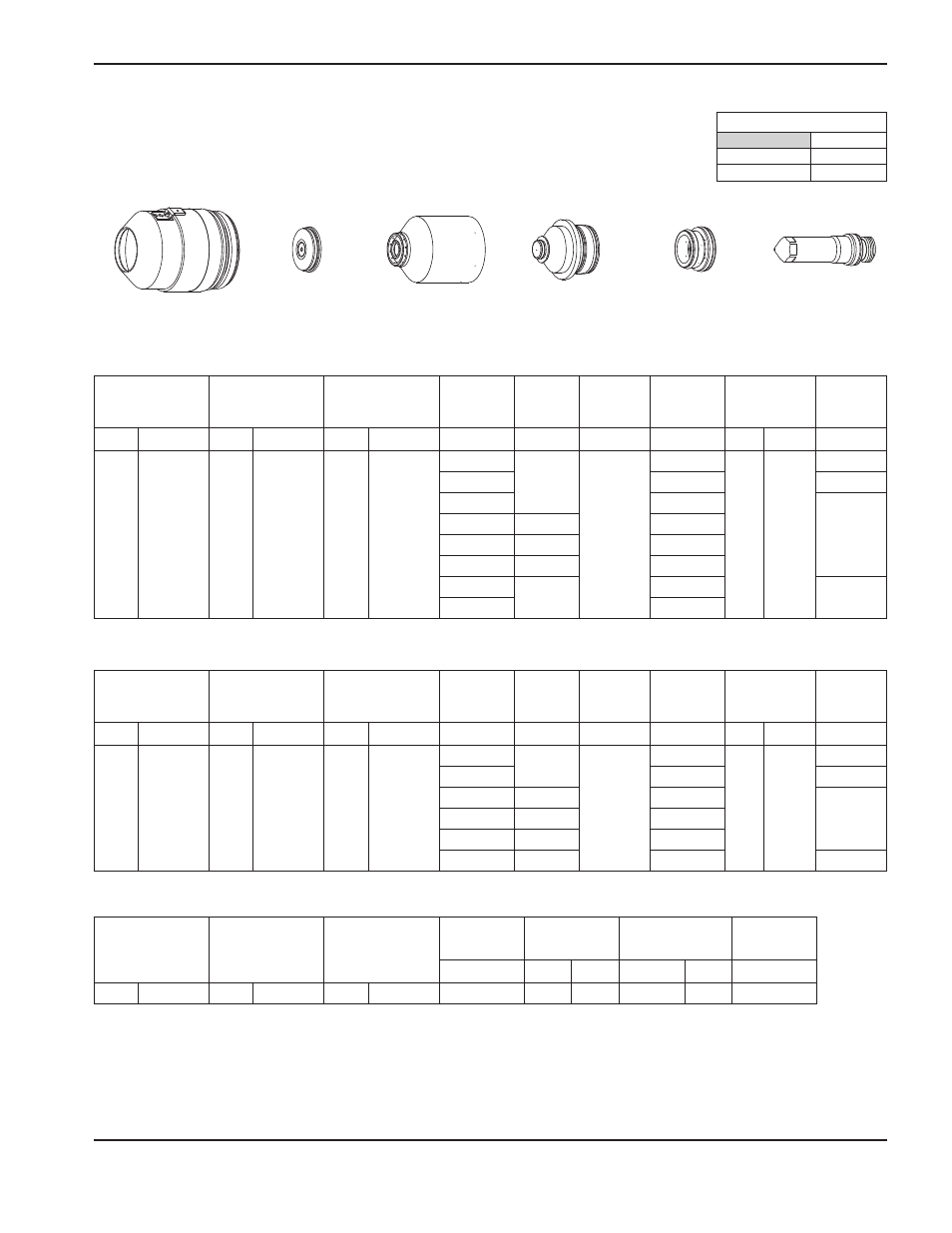
ANHANG C – TABELLEN FÜR DAS SCHNEIDEN FÜR VORHERIGE ANLAGENÄNDERUNGEN
HPR260 Auto-Gas Betriebsanleitung
c-7
220202
220173
220308
220304
220180
220201
Anmerkung: Dieses Verfahren erzeugt eine dunklere Schnittkante, als das 45A, F5/N
2
-Verfahren für
rostfreien Stahl.
Legierter Stahl
Plasma N
2
/ N
2
Sekundärgas
45 A Schneiden
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
N
2
N
2
35
5
62
55
0,8
94
2,5
6380
3,8
150
0,0
1
5880
0,1
1,2
5380
0,2
1,5
95
4630
2
97
3935
2,5
101
3270
3
103
2550
0,3
4
1580
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
N
2
N
2
35
5
62
55
0.036
94
0.100
240
0.150
150
0.0
0.048
210
0.1
0.060
95
180
0.2
0.075
97
160
0.105
101
120
0.135
103
75
0.3
Durchflußmengen – lpm/scfh
N
2
Vorströmung
24 / 51
Betriebsströmung
75 / 159
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
85
Markierung