Schutzschild 260 a – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 293
5
ANHANG D – FASENSCHNEIDEN
HPR260 Auto-Gas Betriebsanleitung
d-11
220609
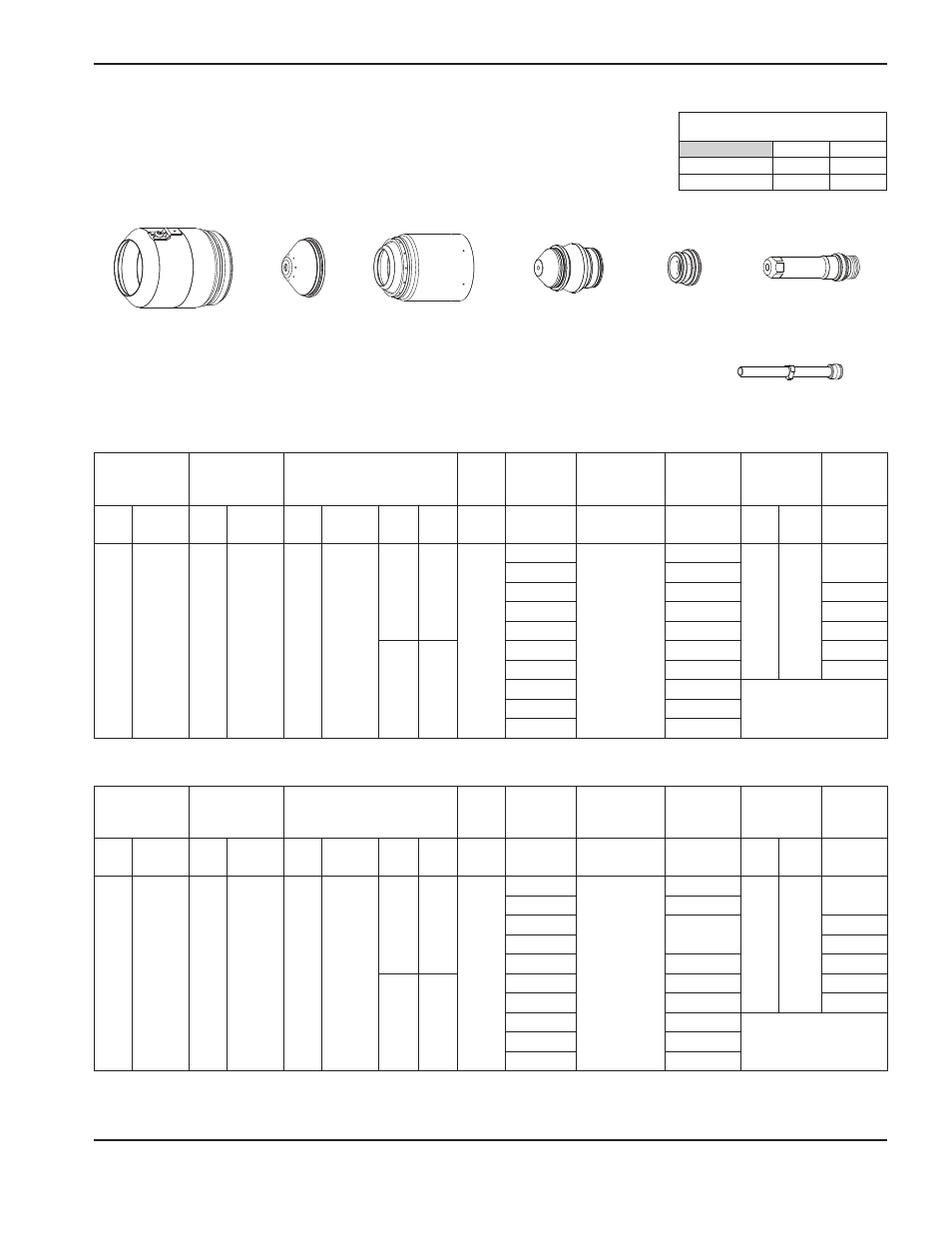
220398
220606
220608
220405
220607
Fasenschneiden von rostfreiem Stahl
Plasma H35und N
2
/ N
2
Schutzschild
260 A
Anmerkung: Der Fasenwinkelbereich liegt zwischen 0° und 45°. Das Wasserrohr 220571
muss für diese Fasenverschleißteile verwendet werden.
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss einstellen
Mindest-
abstand
Äquivalente
Material -
stärke
Abstand Brenner
zum Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
Misch-
gas 1
Misch-
gas 2
mm
mm
Bereich (mm)
mm/m
mm
faktor % Sekunden
H35
N
2
12
49
87
60
60
21
2,0
6
4,0 – 10,0
3980
8,0
200
0,3
10
2190
12
1790
0,5
15
1650
0,7
20
1320
0,8
40
26
25
920
1,0
32
755
1,2
38
510
Kantenstart
44
390
50
270
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss einstellen
Mindest-
abstand
Äquivalente
Material -
stärke
Abstand Brenner
zum Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
Plasma
Sekundär -
gas
Misch-
gas 1
Misch-
gas 2
zoll
zoll
Bereich (Zoll)
ipm
zoll
faktor % Sekunden
H35
N
2
12
49
87
60
60
21
0.08
1/4
0.160 – 0.400
150
0.320 200
0.3
3/8
90
1/2
65
0.5
5/8
0.7
3/4
55
0.8
40
26
1
35
1.0
1-1/4
30
1.2
1-1/2
20
Kantenstart
1-3/4
15
2
10
Durchflußmengen – l/m bei
19 mm-Einstellung
H35
N
2
Vorströmung
0 / 0
132 / 280
Betriebsströmung
13 / 27
163 / 345