Legierter stahl, Plasma n, Luft sekundärgas 260 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 111
BEDIENUNG
HPR260 Auto-Gas Betriebsanleitung
4-31
4
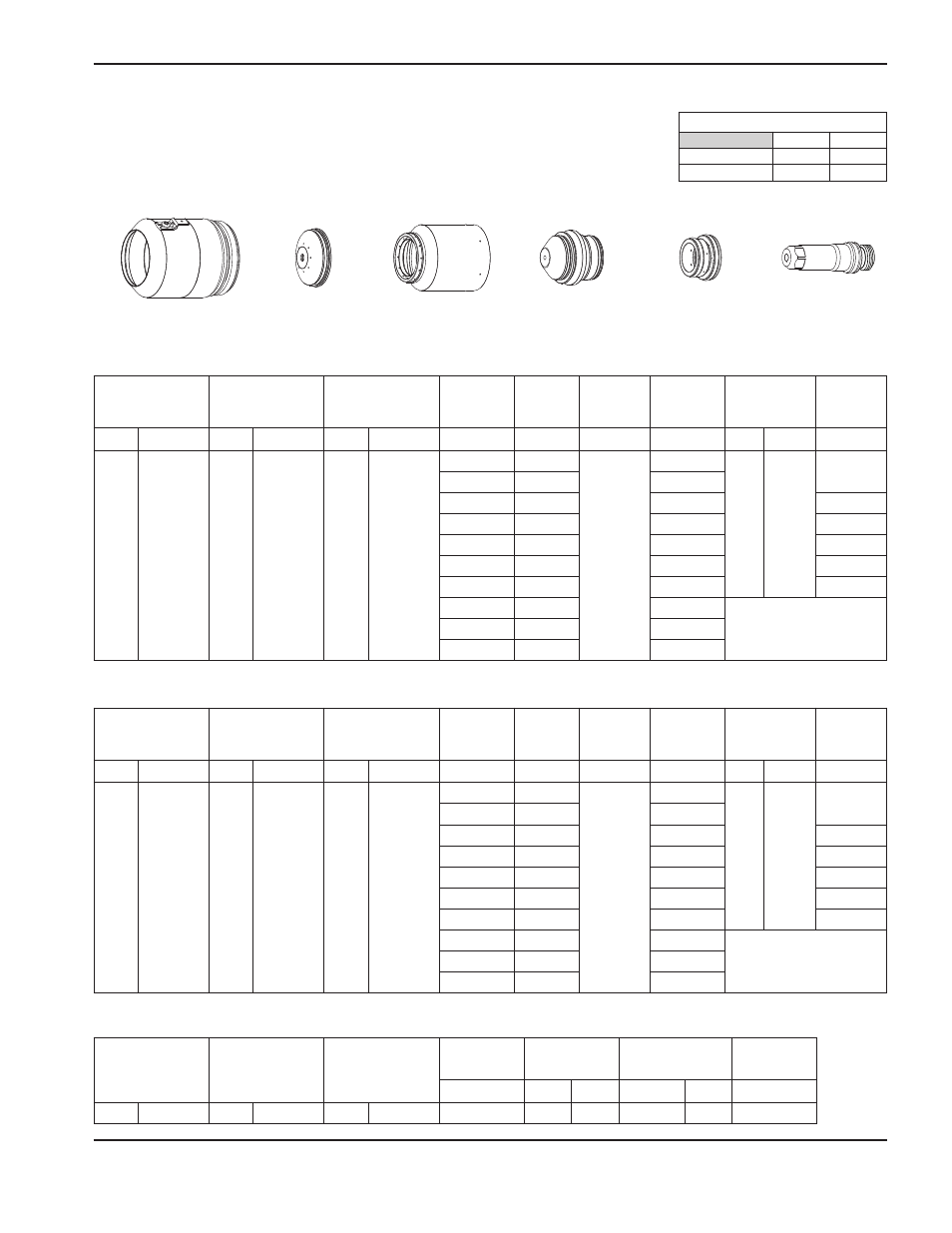
220407
220398
220307
220344
220405
220406
Legierter Stahl
Plasma N
2
/ Luft Sekundärgas
260 A Schneiden
Durchflußmengen – lpm/scfh
N
2
Luft
Vorströmung
127 / 270
0 / 0
Betriebsströmung
54 / 114
116 / 245
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
N
2
Luft
12
47
79
56
6
160
3,8
6375
7,5
200
0,3
10
157
3440
12
161
2960
0,4
15
163
2520
0,5
20
164
1590
0,6
25
168
1300
0,8
32
171
875
1,0
38
179
515
Kantenstart
44
190
365
50
195
180
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
N
2
Luft
12
47
79
56
1/4
160
0.150
240
0.300
200
0.3
3/8
157
140
1/2
161
110
0.4
5/8
163
95
0.5
3/4
164
70
0.6
1
168
50
0.8
1-1/4
171
35
1.0
1-1/2
179
20
Kantenstart
1-3/4
190
14
2
200
6
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
120
Markierung