Unlegierter stahl, Plasma o, Luft sekundärgas 130 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 98
4
BEDIENUNG
4-18
HPR260 Auto-Gas Betriebsanleitung
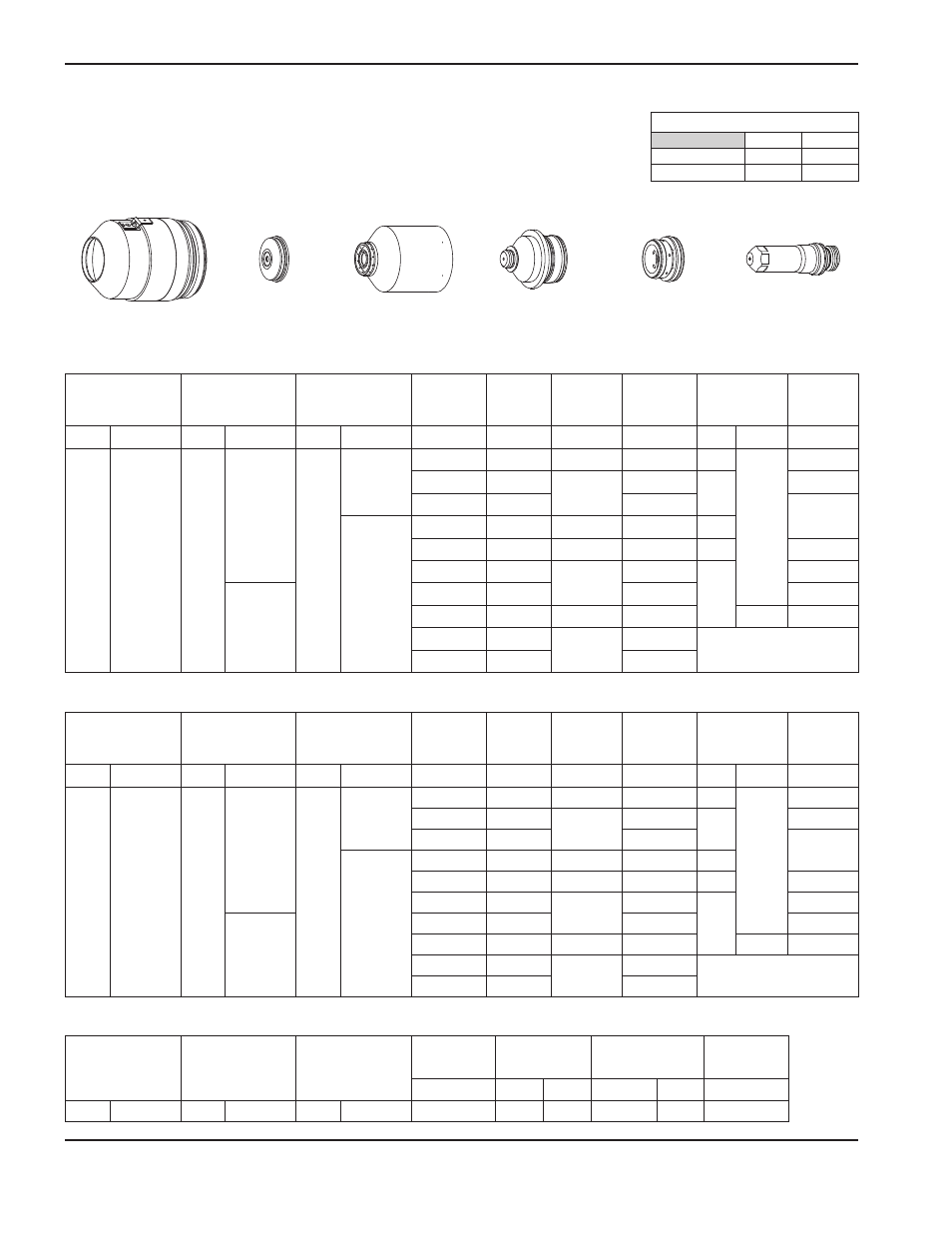
220183
220173
220181
220176
220179
220182
Unlegierter Stahl
Plasma O
2
/ Luft Sekundärgas
130 A Schneiden
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
O
2
Luft
32
32
84
28
3
124
2,5
6505
5,0
200
0,1
4
126
2,8
5550
5,6
0,2
6
127
4035
0,3
22
10
130
3,0
2680
6,0
12
132
3,3
2200
6,6
0,5
15
135
3,8
1665
7,6
0,7
52
20
138
1050
1,0
25
141
4,0
550
190
1,8
32
160
4,5
375
Kantenstart
38
167
255
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
O
2
Luft
32
32
84
28
0.135
124
0.100
240
0.200
200
0.1
3/16
126
0.110
190
0.220
0.2
1/4
127
150
0.3
22
3/8
130
0.120
110
0.240
1/2
132
0.130
80
0.260
0.5
5/8
135
0.150
60
0.300
0.7
52
3/4
138
45
1.0
1
141
0.160
20
190
1.8
1-1/4
160
0.180
15
Kantenstart
1-1/2
167
10
Durchflußmengen – lpm/scfh
O
2
Luft
Vorströmung
0 / 0
102 / 215
Betriebsströmung
33 / 70
45 / 96
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6350
250
130
Markierung