Aluminium, Plasma luft / luft sekundärgas 130 a schneiden – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 114
BEDIENUNG
4-34
HPR260 Auto-Gas Betriebsanleitung
4
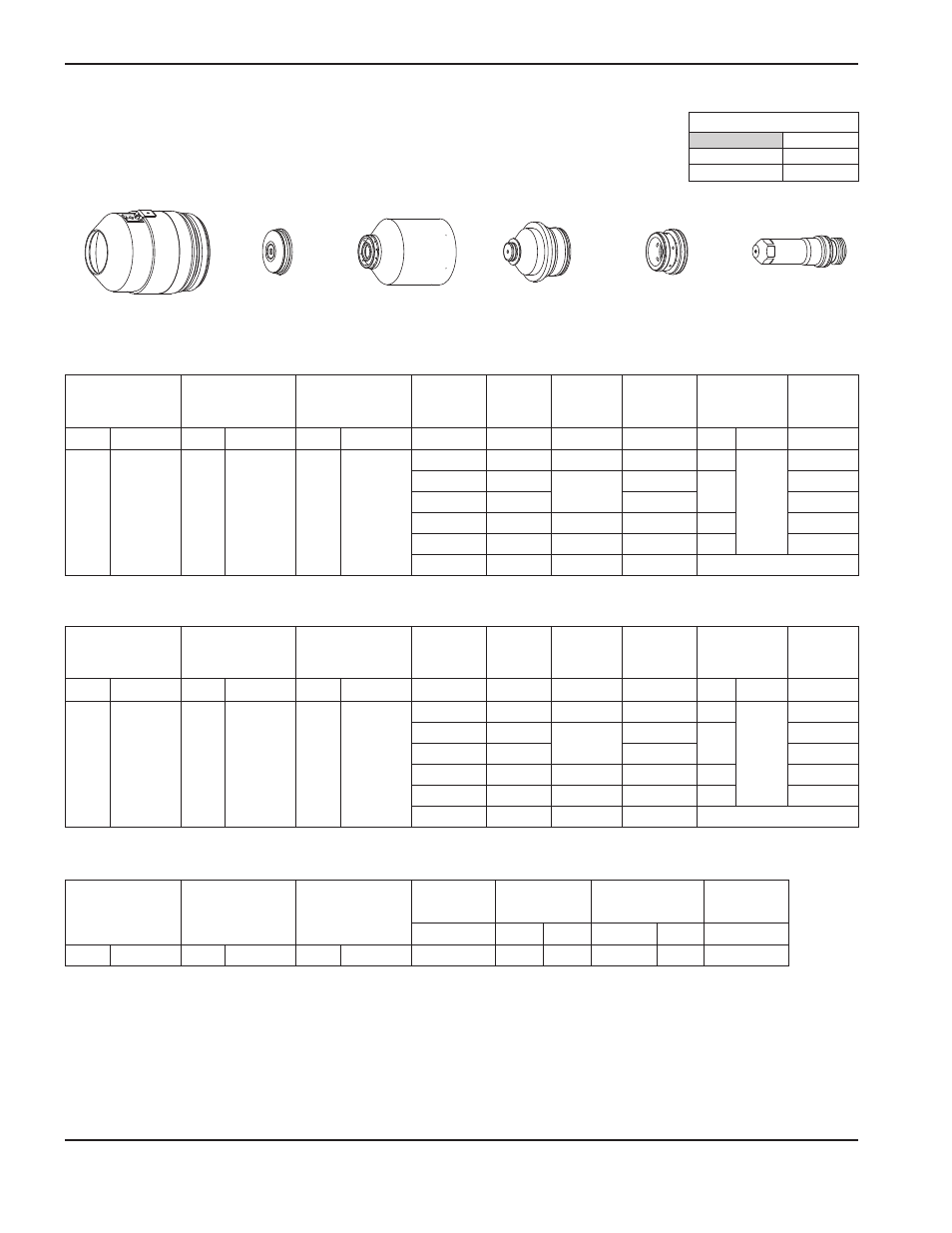
220198
220173
220181
220176
220179
220197
Anmerkung: Dieses Verfahren erzeugt eine rauere Schnittkante mit größeren Durchschnittswinkeln, als das
130A, H35/N
2
-Verfahren.
Aluminium
Plasma Luft / Luft Sekundärgas
130 A Schneiden
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
mm
V
mm
mm/m
mm
faktor % Sekunden
Luft
Luft
19
31
75
23
6
153
2,8
2370
5,6
200
0,2
10
154
3,0
1465
6,0
0,3
12
156
1225
0,5
15
158
3,3
1050
6,6
0,8
20
162
3,5
725
7,0
1,3
25
172
4,0
525
Kantenstart
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma Sekundärgas Plasma Sekundärgas Plasma Sekundärgas
zoll
V
zoll
ipm
zoll
faktor % Sekunden
Luft
Luft
19
31
75
23
1/4
153
0.110
90
0.220
200
0.2
3/8
154
0.120
60
0.240
0.3
1/2
156
45
0.5
5/8
158
0.130
40
0.260
0.8
3/4
162
0.140
30
0.280
1.3
1
172
0.160
20
Kantenstart
Durchflußmengen – lpm/scfh
Luft
Vorströmung
73 / 154
Betriebsströmung
78 / 165
Gase
auswählen
Vorströmung
einstellen
Betriebsdurchfluss
einstellen
Stromstärke
Abstand Brenner
zum Werkstück
Markierungs-
geschwindigkeit
Lichtbogen
Spannung
A
mm
zoll
mm/min
ipm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
120
Markierung