Gasundichtigkeitstests – Hypertherm HPR260 Auto Gas Benutzerhandbuch
Seite 166
Gasundichtigkeitstests
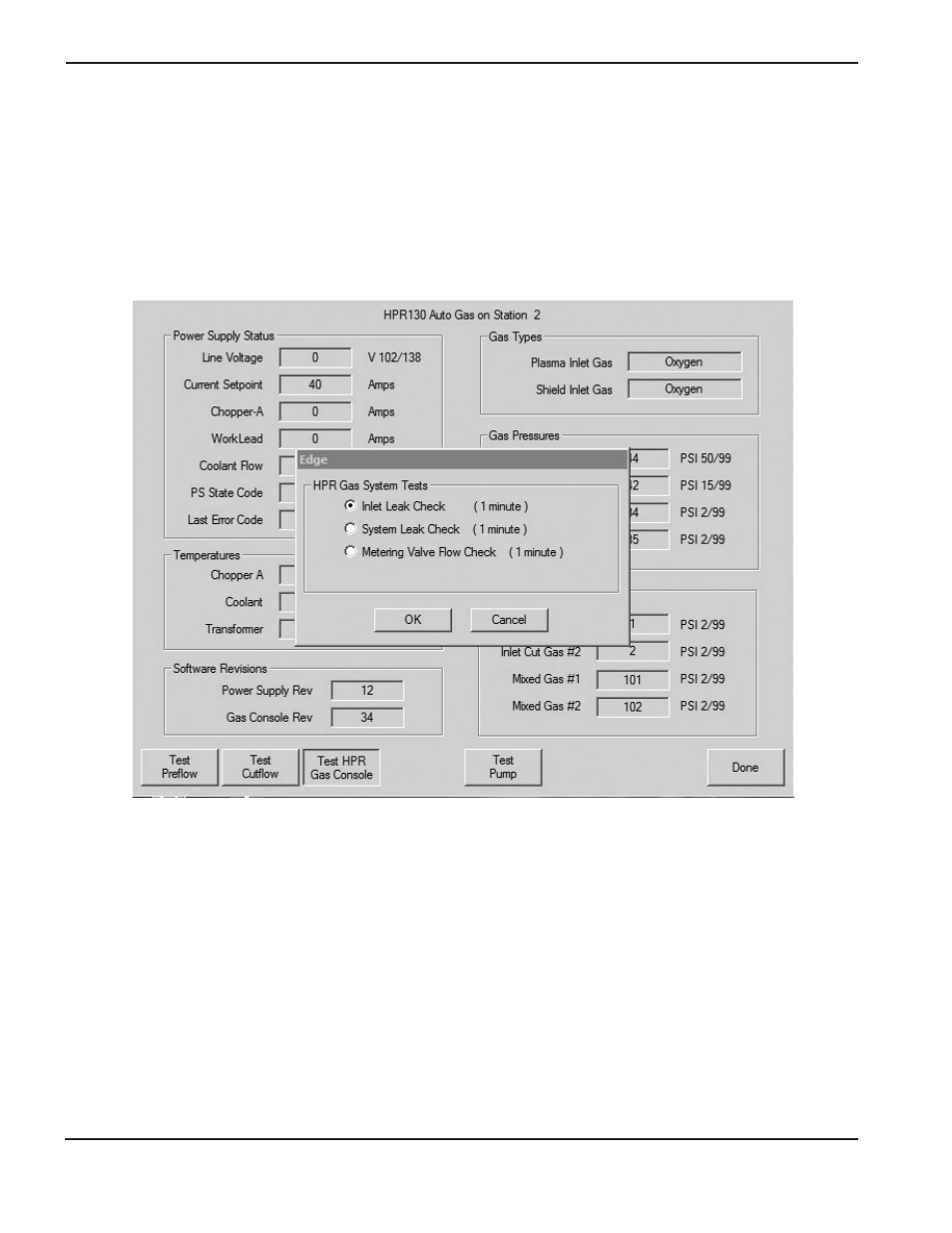
Anmerkungen Der unten gezeigte CNC-Bildschirm stammt von einer Hypertherm-Automatisierungssteuerung
unter Verwendung der Software-Version 6 und dient nur der Bezugnahme. Andere Steuerungen
sollten einen Testbildschirm haben, der dem gezeigten ähnlich ist. Es ist der
Originalgerätehersteller bezüglich Anleitungen zu kontaktieren, wie man Zugriff auf den benötigten
Testbildschirm erhält.
Siehe Blatt 16 von 20 auf der schematischen Darstellung 013362 in diesem Handbuch bezüglich
weiterer Einzelheiten zum Gaszufuhrsystem.
Undichtigkeitstest 1 (Einlassundichtigkeitstest)
Zweck: Test der Einlassventil-Magnetspulen an der Wählkonsole auf Undichtigkeiten.
Testbeschreibung: Die Ventile in der Messkonsole (B1 – B4) öffnen, um sämtlichen Gasdruck in die Atmosphäre zu
entlassen, dann schließen die Ventile und der Druck wird von P3 und P4 in der Wählkonsole
überwacht. Der Druck steigt an, wenn ein Einlassventil undicht ist. Codenummer 14
(Schneidgaskanal Nr. 1 hat versagt) oder 15 (Schneidgaskanal Nr. 2 hat versagt) wird angezeigt,
wenn eine Undichtigkeit vorhanden ist. Codenummer 13 (Test bestanden) wird angezeigt, wenn
keine Undichtigkeit festgestellt wurde.
Verfahren:
1. Netzstrom zur Plasmaanlage EINSCHALTEN.
2. Einlass-Lecktest an der CNC-Steuerung durchführen.
3. Netzstrom AUSSCHALTEN und dann Netzstrom EINSCHALTEN. Hierdurch werden die Gase aus der Anlage
herausgespült.
5-36
HPR260 Auto-Gas Betriebsanleitung
WARTUNG
5