8 f räszyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 218
218
4 Zyklenprogrammierung
4.8 F
räszyklen
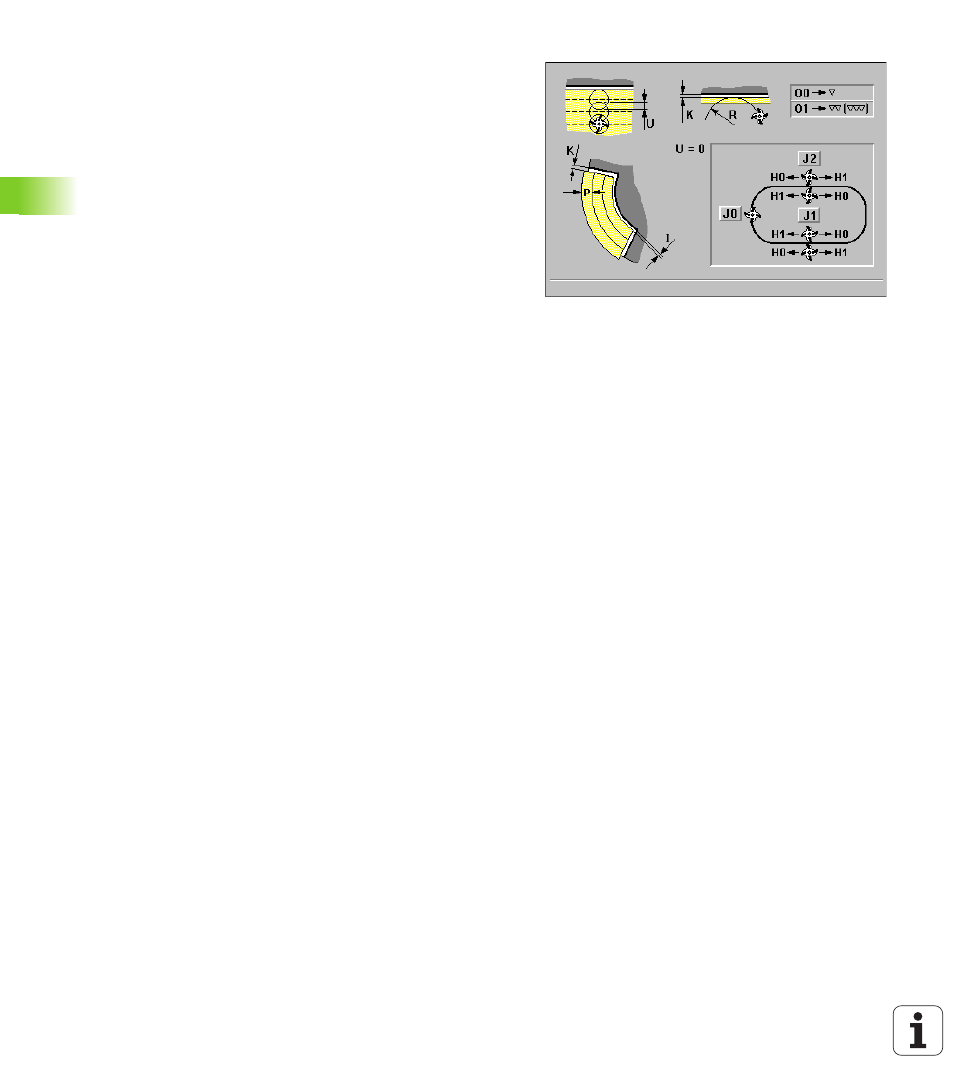
Zyklusparameter (zweites Eingabefenster)
8
P Zustelltiefe
– default: gesamte Tiefe in einer Zustellung
8
U Überlappungsfaktor
keine Eingabe: Konturfräsen
U>0: Taschenfräsen – (minimale) Überlappung der Fräsbahnen =
U*Fräserdurchmesser
8
I Aufmaß in Zustellrichtung
8
K Aufmaß konturparallel
8
FZ Zustellvorschub
– default: aktiver Vorschub
8
E Reduzierter Vorschub
für zirkulare Elemente – default: aktiver
Vorschub
8
H Fräslaufrichtung
– default: 0
H=0: Gegenlauf
H=1: Gleichlauf
8
J Konturfräsen
(default: 0) abhängig von „U“ gilt:
Taschenfräsen und J=0: auf der Kontur
Taschenfräsen und J=1: innen
Taschenfräsen und J=2: außen
Konturfräsen und J=0: von innen nach außen
Konturfräsen und J=1: von außen nach innen
8
O Schruppen/Schlichten
: Fräsablauf (nur beim Taschenfräsen) –
default: 0
O=0: Schruppen
O=1: Schlichten
8
R Einfahrradius
: Radius Ein-/Ausfahrbogen –
default: 0
R=0: Konturelement wird direkt angefahren; Zustellung auf
Anfahrpunkt oberhalb der Fräsebene – danach senkrechte Tiefen-
Zustellung
R>0: Fräser fährt Ein-/Ausfahrbogen, der tangential an das Kontu-
relement anschließt
R<0 bei Innenecken: Fräser fährt Ein-/Ausfahrbogen, der tangen-
tial an das Konturelement anschließt
R<0 bei Außenecken: Länge lineares Ein-/Ausfahrelement; Kontu-
relement wird tangential an-/abgefahren