Freistich din 509 e mit zylinderbearbeitung g851, 16 f reistic hzyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 347
HEIDENHAIN MANUALplus 4110
347
6.16 F
reistic
hzyklen
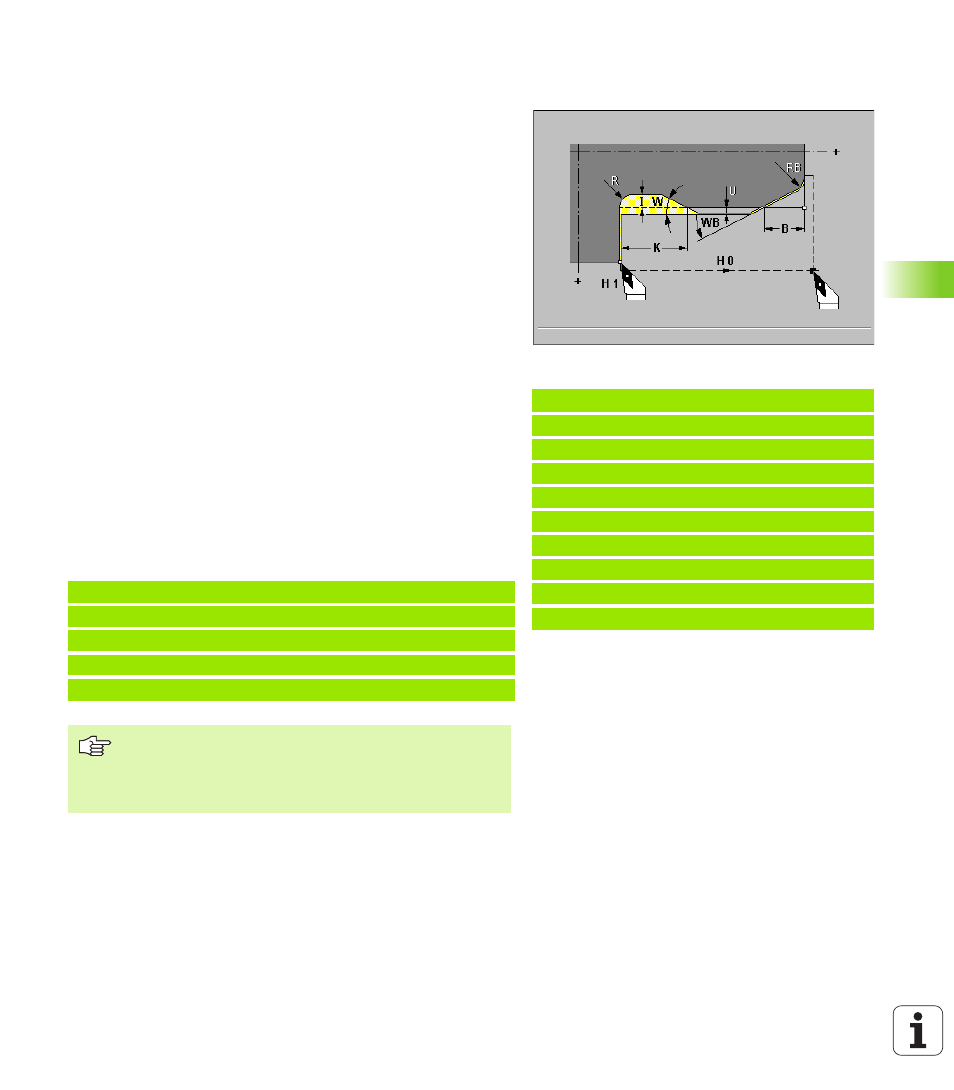
Freistich DIN 509 E mit Zylinderbearbeitung
G851
Der Zyklus fertigt den vorgelagerten Zylinder, den Freistich, die
anschließende Planfläche und den Zylinderanschnitt, wenn Sie einen
der Parameter „B“ oder „RB“ angeben.
Parameter
8
I Freistichtiefe
(default: Normtabelle)
8
K Freistichlänge
(default: Normtabelle)
8
W Freistichwinkel
(default: Normtabelle)
8
B Anschnittlänge
– keine Eingabe: der Zylinderanschnitt wird nicht
gefertigt
8
RB Anschnittradius
– keine Eingabe: der Anschnittradius wird nicht
gefertigt
8
WB Anschnittwinkel
(default: 45 °)
8
E reduzierter Vorschub
(default: aktiver Vorschub): für das Eintau-
chen und für den Zylinderanschnitt
8
H Abfahrart
(default: 0):
H=0: Werkzeug fährt zum Startpunkt zurück
H=1: Werkzeug steht am Ende der Planfläche
8
U Schleifaufmaß
für den Bereich des Zylinders (default: 0)
Hinweis:
Parameter, die Sie nicht programmieren, ermittelt die MANUALplus
aufgrund des Zylinderdurchmessers aus der Normtabelle (siehe “DIN
509 E, DIN 509 F – Freistichparameter” auf Seite 531).
Folgesätze des Zyklusaufrufs
Beispiel: G851
%851.nc
[G851]
N1 T21 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G851 I3 K15 W30 R2 B5 RB2 WB30 E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
ENDE
N.. G851 I.. K.. W.. /Zyklusaufruf
N.. G0 X.. Z.. /Eckpunkt Zylinderanschnitt
N.. G1 Z.. /Freistichecke
N.. G1 X.. /Endpunkt Planfläche
N.. G80 /Ende der Konturbeschreibung
Der Freistich wird nur in rechtwinkligen, achsparallelen
Konturecken auf der Längsachse ausgeführt.
Schneidenradiuskorrektur wird durchgeführt.
Aufmaße: werden nicht verrechnet