Konturparallel schruppen g836 – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 317
HEIDENHAIN MANUALplus 4110
317
6.1
1
K
ont
urbez
o
g
e
ne Dr
ehzyklen
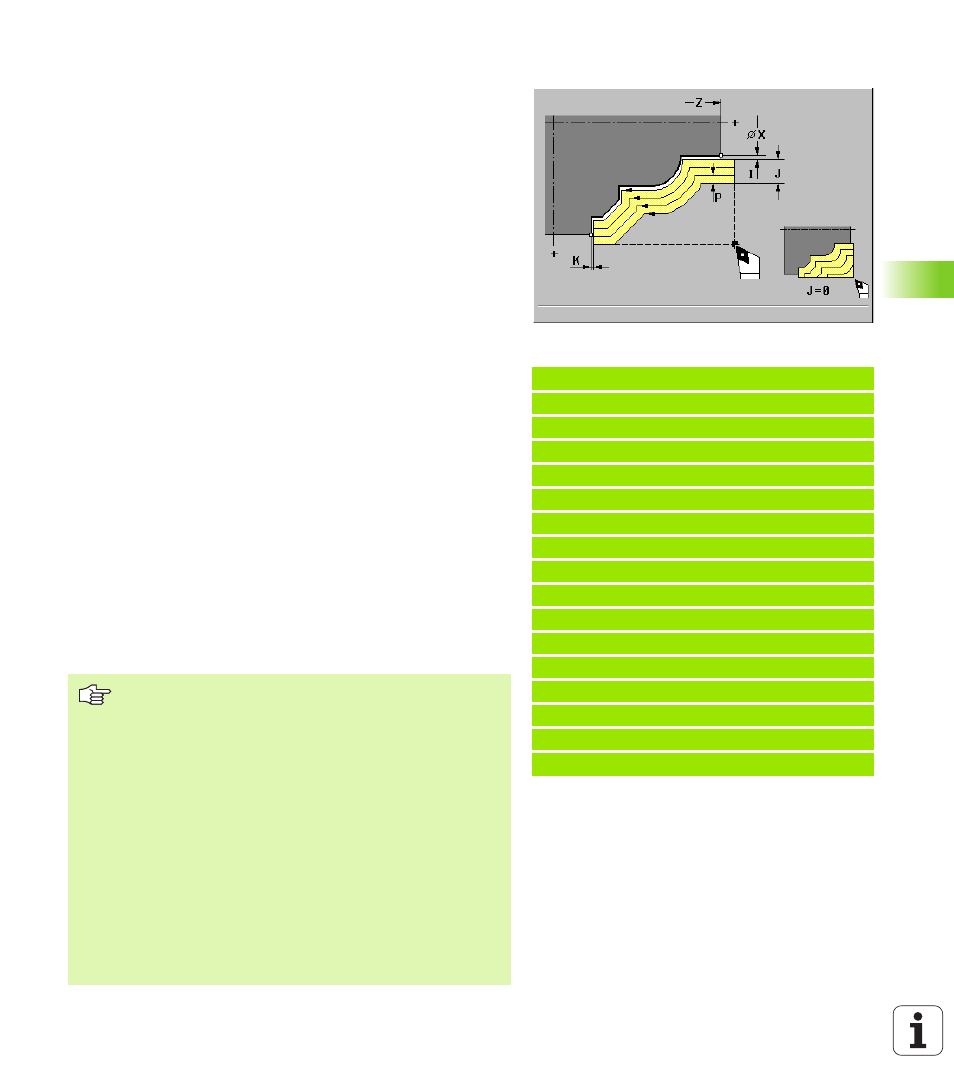
Konturparallel Schruppen G836
G836 zerspant Werkstückabschnitte konturparallel. Der Konturstart-
punkt wird entweder im Zyklus mit „X, Z“ oder im G0-Satz nach dem
Zyklusaufruf definiert. Die Folgesätze des G836 beschreiben den Kon-
turabschnitts. G80 schließt die Konturbeschreibung ab.
Parameter
8
X Startpunkt
(Durchmessermaß)
8
Z Startpunkt
8
P maximale Zustellung
: Die Zustelltiefe wird abhängig von „J“ aus-
gewertet. Die Schnittaufteilung wird so berechnet, dass ein
„Schleifschnitt“ vermieden wird
J=0: P ist die maximale Zustelltiefe. Der Zyklus reduziert die
Zustelltiefe, wenn die programmierte Zustellung aufgrund der
Schneidengeometrie in Plan- bzw. Längsrichtung nicht möglich
ist.
J>0: P ist die Zustelltiefe. Diese Zustellung wird in Längs- und
Planrichtung verwendet.
8
I Aufmaß X
(Durchmessermaß) – (default: 0)
8
K Aufmaß Z
(default: 0)
8
J Rohteilaufmaß
– der Zyklus zerspant
J=0: ab der Werkzeugposition
J>0: den durch das Rohteilaufmaß beschriebenen Bereich
8
Q Plan-Schruppen
(default: 0): Längs- oder Planbearbeitung
Q=0: Längsbearbeitung
Q=1: Planbearbeitung
Hinweise zur Zyklusausführung:
Die MANUALplus ermittelt die Zerspan- und Zustellrichtung anhand
der aktuellen Werkzeugposition relativ zum Anfangspunkt/Endpunkt
des Konturabschnitts.
Werkzeugposition nach Zyklusausführung: Zyklusstartpunkt
Beispiel: G836
%836.nc
[G836]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G836 P4 I1 K0.3
N4 G0 X80 Z0
N5 G1 Z-15 B-1
N6 G1 X102 B2
N7 G1 Z-22
N8 G1 X90 Zi-12 B1
N9 G1 Zi-6
N10 G1 X100 A80 B-1
N11 G1 Z-47
N12 G1 X110
N13 G0 Z2
N14 G80
ENDE
Das Werkzeug muss am Zyklusanfang außerhalb des
definierten Konturbereichs stehen.
Schneidenradiuskorrektur: wird durchgeführt.
G57/G58-Aufmaße werden verrechnet, wenn „I, K“
nicht programmiert werden. Nach der Zyklusausführung
werden die Aufmaße gelöscht.
Sicherheitsabstand nach einem Schnitt: Parameter
„Aktuelle Parameter – Bearbeitung – Sicherheitsab-
stände“
Bei Rohteilaufmaß J>0: Verwenden Sie als „Zustell-
tiefe P“ die kleinere Zustellung, wenn aufgrund der
Schneidengeometrie die maximale Zustellung in Längs-
und Planrichtung unterschiedlich ist.
Der Zyklusparameter Rohteilaufmaß J steht ab der NC-
Softwareversionen 507 807-16 bzw. 526 488-08 zur
Verfügung. Bei früheren Softwareversionen zerspant
der Zyklus ab der Werkzeugposition.