Kegelgewinde g353, 15 gewindezyklen – HEIDENHAIN MANUALplus 4110 Benutzerhandbuch
Seite 343
HEIDENHAIN MANUALplus 4110
343
6.15 Gewindezyklen
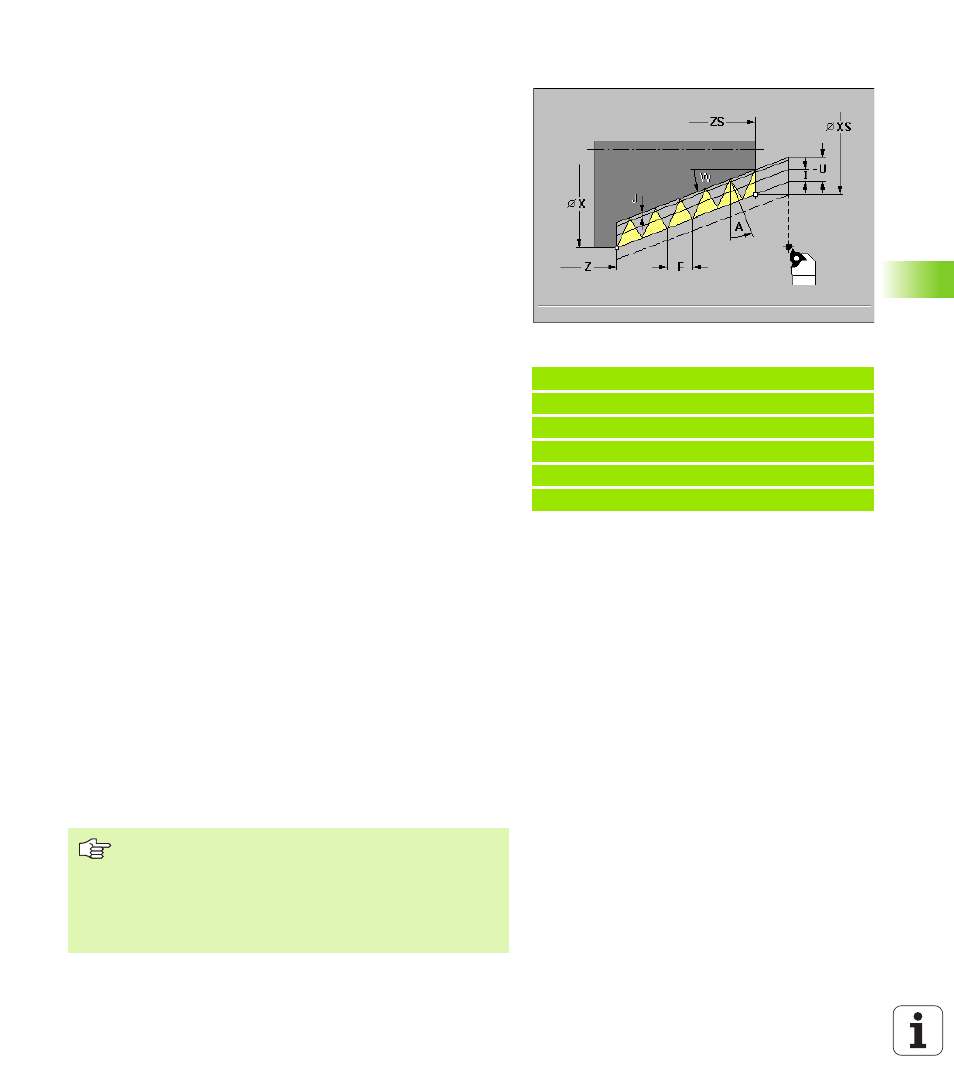
Kegelgewinde G353
G353 erstellt ein ein- oder mehrgängiges Kegelgewinde mit variabler
Steigung.
Parameter
8
X Endpunkt
Gewinde (Durchmessermaß)
8
Z Endpunkt
Gewinde
8
XS Anfangspunkt
Gewinde (Durchmessermaß)
8
ZS Anfangspunkt
Gewinde
8
F Gewindesteigung
8
U Gewindetiefe
U>0: Innengewinde
U<=0: Außengewinde (Längs- und Stirnseite)
U= +999 oder –999: Gewindetiefe wird berechnet
8
I maximale Zustellung
– default: wird aus Gewindesteigung und
Gewindetiefe errechnet
8
A Zustellwinkel
(default: 30°):
Bereich: –60° < A < 60°
A>0: Zustellung von der rechten Flanke
A<0: Zustellung von der linken Flanke
8
D Gangzahl
– default: 1
8
W Kegelwinkel
(default: 0°): Bereich: –45° < W < 45°
8
J Restschnitttiefe
(default: 1/100 mm)
8
E variable Steigung
(default: 0)
E > 0: vergrößert die Steigung je Umdrehung um E
E < 0: verkleinert die Steigung je Umdrehung um E
Innen- oder Außengewinde: siehe Vorzeichen von „U“
Schnittaufteilung: Der erste Schnitt erfolgt mit „I“, bei jedem weite-
ren Schnitt wird die Schnitttiefe reduziert, bis „J“ erreicht ist.
Handradüberlagerung (wenn Ihre Maschine dafür ausgerüstet ist):
Die Überlagerungen sind begrenzt:
X-Richtung: abhängig von aktueller Schnitttiefe – Start-/Endpunkt
Gewinde werden nicht überschritten
Z-Richtung: maximal 1 Gewindegang – Start-/Endpunkt Gewinde
werden nicht überschritten
Definition des Kegelwinkels: XS/ZS, X/Z oder XS/ZS, Z, W oder
ZS, X/Z, W
Beispiel: G353
%353.nc
[G353]
N1 T45 G97 S1500 M3
N2 G0 X13 Z4
N3 G353 X16 Z-28 XS13 ZS0 F1.5 U-999
ENDE
„Zyklus-Stop“ wirkt am Ende eines Gewindeschnitts.
Vorschub- und Spindeloverride sind während der
Zyklusausführung nicht wirksam.
Sie aktivieren die Handradüberlagerung per Schalter am
Maschinenbedienpult.
Vorsteuerung ist ausgeschaltet