Ivoclar Vivadent IPS e.max CAD Chairside v.1 Benutzerhandbuch
Seite 87
35
After glazing and staining, the Combination firing (crystallization/glaze) is conducted in a compatible ceramic furnace (e.g.
Programat CS). When placing the objects into the furnace and setting the firing parameters, please observe the following
points:
– Place the restoration including the pin into the center of the IPS e.max CAD Crystallization Tray.
– A maximum of 6 restorations can be positioned on the IPS e.max CAD Crystallization Tray and crystallized using the
Combination firing with IPS e.max CAD Crystall./Glaze Paste.
– If glaze paste is used, Speed Crystallization/Glaze Spray must not be used.
Staining
Technique
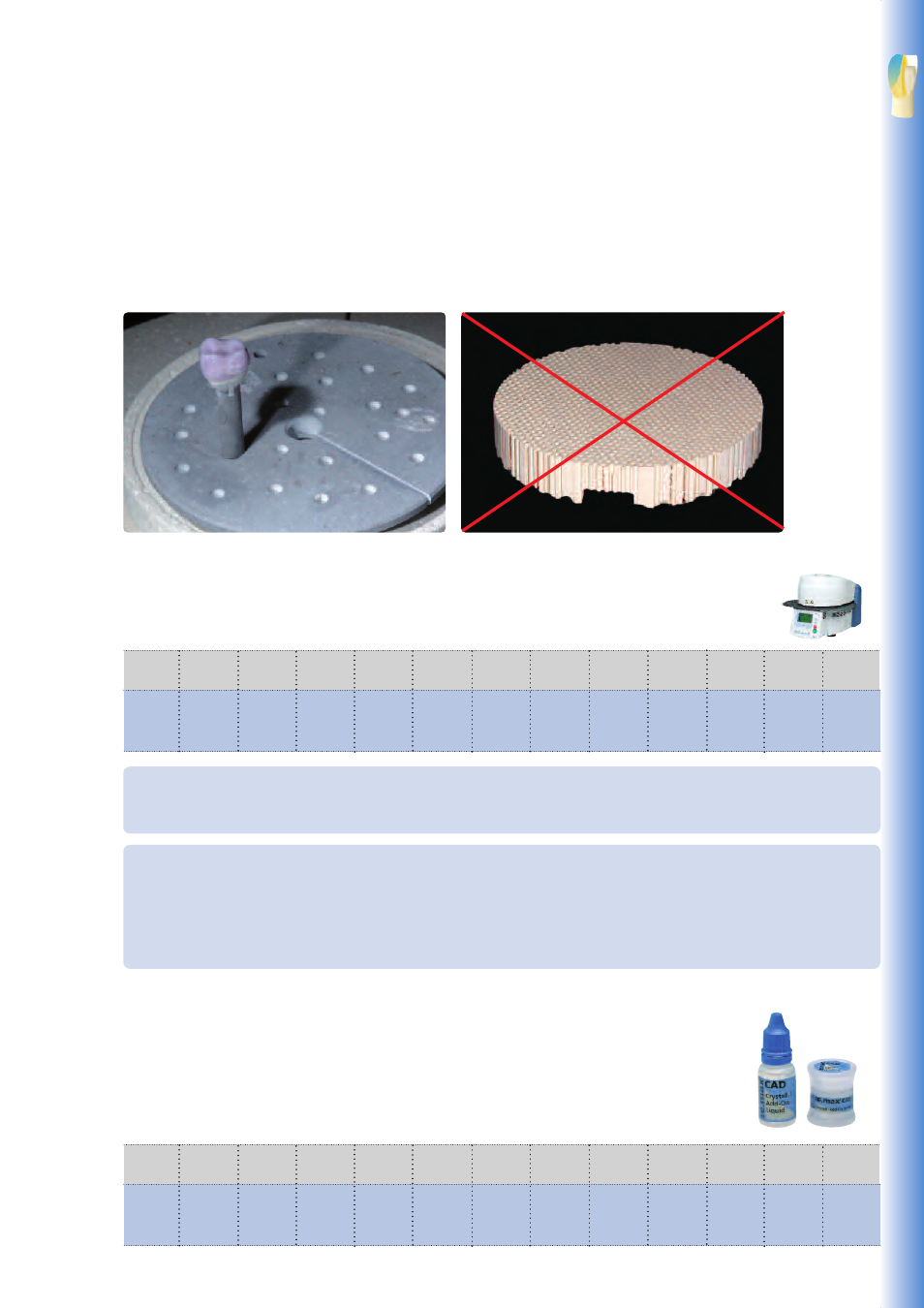
Place the glazed and stained restoration into the centre of the IPS e.max CAD Crystallization
Tray
Do not use a honey-combed tray for crystallization!
If additional characterizations or adjustments are required after crystallization, a corrective firing using
IPS e.max CAD Crystall./Shades and Stains and Glaze can be conducted. Conduct the corrective firing also on the
IPS e.max CAD Crystallization Tray.
For minor shape adjustments (e.g. proximal or occlusal contact points), IPS e.max CAD Crystall./Add-On is
available. The adjustments may be made with both Crystallization/Glaze and Corrective firing. The detailed
procedure is described on page 36.
Conduct the combination firing (crystallization/glaze) in a ceramic furnace (e.g. Programat CS) using the following
parameters:
Furnace
Programat
CS
Program 1
Stand-by
temperature
B
[°C/°F]
403/757
Closing time
S
[min]
6:00
Heating rate
t
1
[°C/°F/min]
90/162
Firing
temperature
T
1
[°C/°F]
820/1508
Holding time
H
1
[min]
0:10
Heating rate
t
2
[°C/°F/min]
30/54
Firing
temperature
T
2
[°C/°F]
840/1544
Holding time
H
2
[min]
7:00
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
550/820
1022/1508
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
820/840
1508/1544
Long-term
cooling
L
[°C/°F]
700/1292
Cooling rate
t
l
[°C/°F/min]
0
Furnace
Programat
CS
Program 2
Stand-by
temperature
B
[°C/°F]
403/757
Closing time
S
[min]
6:00
Heating rate
t
1
[°C/°F/min]
90/162
Firing
temperature
T
1
[°C/°F]
820/1508
Holding time
H
1
[min]
0:10
Heating rate
t
2
[°C/°F]
30/54
Firing
temperature
T
2
[°C/°F]
840/1544
Holding time
H
2
[°C/°F]
3:00
Vacuum 1
1
1
[°C/°F]
1
2
[°C/°F]
550/820
1022/1508
Vacuum 2
2
1
[°C/°F]
2
2
[°C/°F]
820/840
1508/1544
Long-term
cooling
L
[°C/°F]
700/1292
Cooling rate
t
l
[°C/°F/min]
0
Crystallization/Glaze
Correction firing
Please note:
– If glaze paste is used, Speed Crystallization/Glaze Spray must not be used.
– These firing parameters are not suitable for the crystallization of IPS e.max CAD MO!
Notes on cooling:
– Remove IPS e.max CAD objects from the furnace after completion of the firing cycle (wait for the acoustic signal of the
furnace).
– Allow the objects to cool to room temperature in a place protected from draft.
– Do not touch the hot objects with metal tongs.
– Do not blast or quench the objects.