HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 210
Programmieren: Konturen programmieren
6.3
Kontur anfahren und verlassen
6
210
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
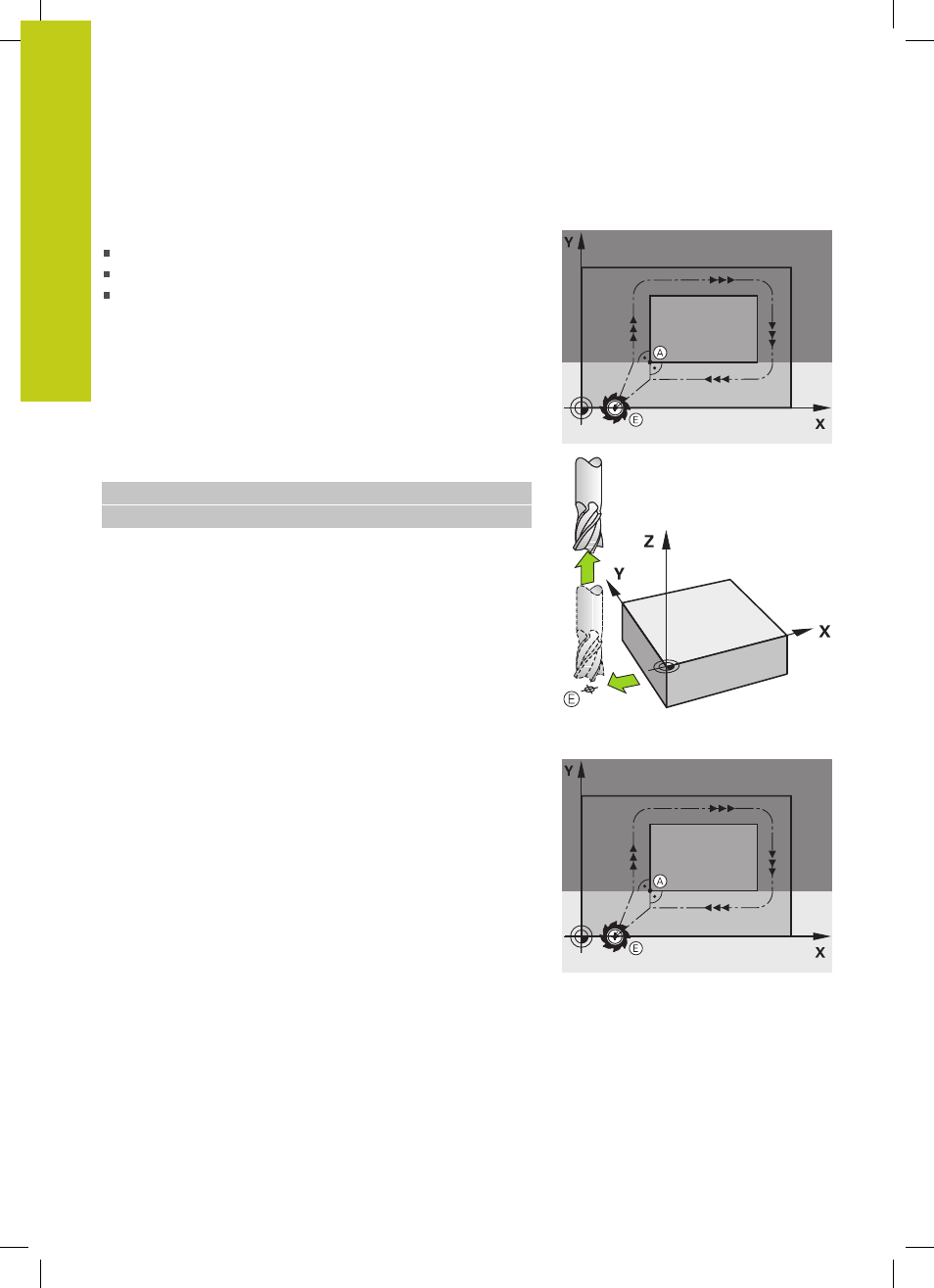
Endpunkt
Voraussetzungen für die Wahl des Endpunkts:
Kollisionsfrei anfahrbar
Nahe am letzten Konturpunkt
Konturbeschädigung ausschließen: Der optimale Endpunkt liegt
in der Verlängerung der Werkzeugbahn für die Bearbeitung des
letzten Konturelements
Beipiel im Bild rechts:
Wenn Sie den Endpunkt im dunkelgrauen Bereich festlegen, dann
wird die Kontur beim Anfahren des Endpunkts beschädigt.
Endpunkt in der Spindelachse verlassen:
Beim Verlassen des Endpunkts programmieren Sie die
Spindelachse separat. Siehe Bild rechts Mitte.
NC-Sätze
N50 G01 G40 X+60 Y+70 F700*
N60 G00 Z+250 *
Gemeinsamer Start- und Endpunkt
Für einen gemeinsamen Start- und Endpunkt programmieren Sie
keine Radiuskorrektur.
Konturbeschädigung ausschließen: Der optimale Startpunkt
liegt zwischen den Verlängerungen der Werkzeugbahnen für die
Bearbeitung des ersten und letzten Konturelements.
Beispiel im Bild rechts:
Wenn Sie den Endpunkt im dunkelgrauen Bereich festlegen,
dann wird die Kontur beim Anfahren bzw. Abfahren der Kontur
beschädigt.