HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 214
Programmieren: Konturen programmieren
6.3
Kontur anfahren und verlassen
6
214
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
Polarkoordinaten
Die Konturpunkte für folgende An-/Wegfahrfunktionen können Sie
auch über Polarkoordinaten programmieren:
APPR LT wird zu APPR PLT
APPR LN wird zu APPR PLN
APPR CT wird zu APPR PCT
APPR LCT wird zu APPR PLCT
DEP LCT wird zu DEP PLCT
Drücken Sie dazu die orange Taste P, nachdem Sie per Softkey eine
Anfahr- bzw. Wegfahrfunktion gewählt haben.
Radiuskorrektur
Die Radiuskorrektur programmieren Sie zusammen mit dem
ersten Konturpunkt P
A
im APPR-Satz. Die DEP-Sätze heben die
Radiuskorrektur automatisch auf!
Wenn Sie
APPR LN oder APPR CT mit G40
programmieren, stoppt die Steuerung die
Bearbeitung/Simulation mit einer Fehlermeldung.
Dieses Verhalten ist abweichend zur Steuerung
iTNC 530!
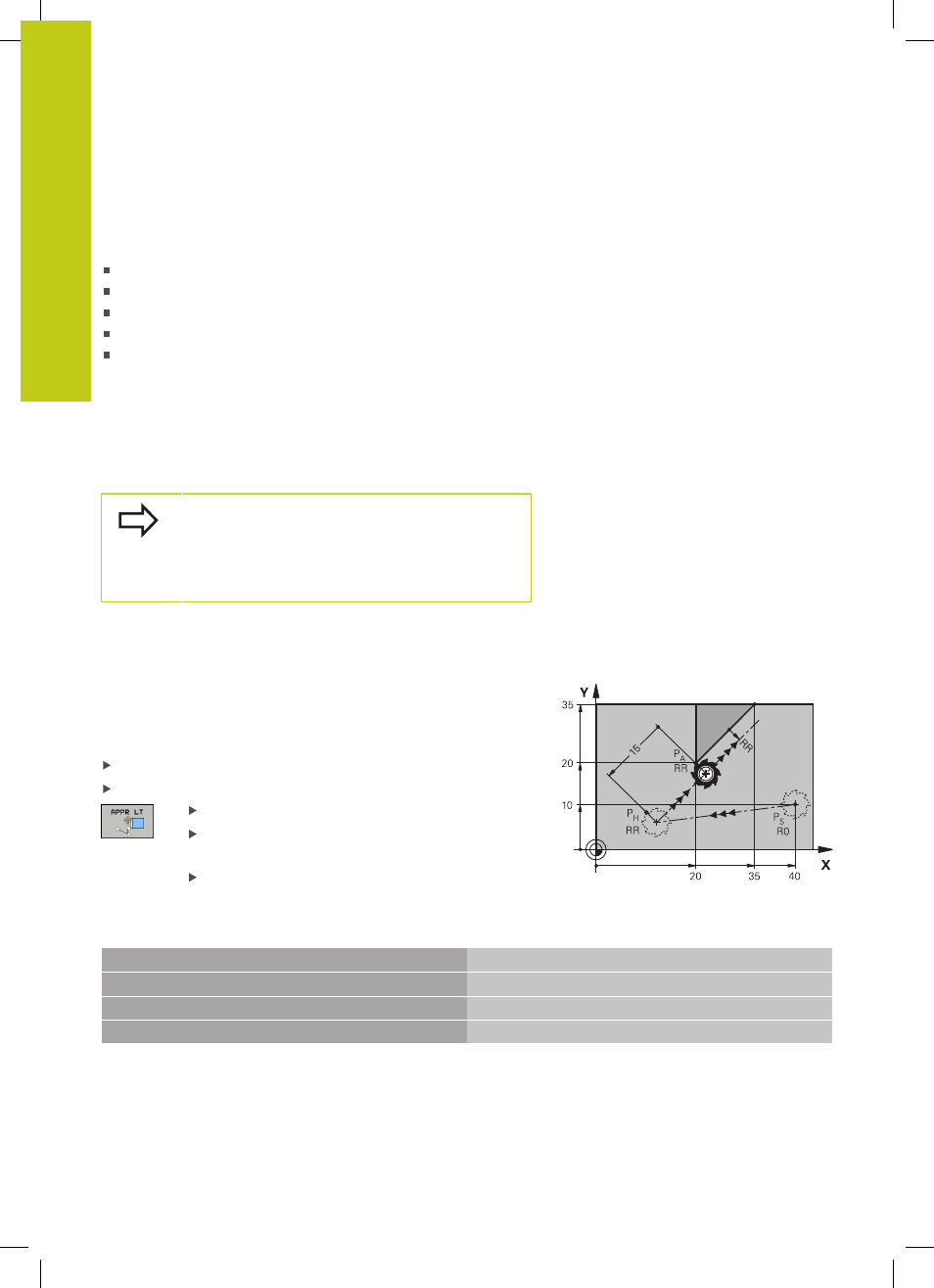
Anfahren auf einer Geraden mit tangentialem
Anschluss:
APPR LT
Die TNC fährt das Werkzeug auf einer Geraden vom Startpunkt
P
S
auf einen Hilfspunkt P
H
. Von dort aus fährt es den ersten
Konturpunkt P
A
auf einer Geraden tangential an. Der Hilfspunkt P
H
hat den Abstand
LEN zum ersten Konturpunkt P
A
.
Beliebige Bahnfunktion: Startpunkt P
S
anfahren
Dialog mit Taste
APPR/DEP und Softkey APPR LT eröffnen:
Koordinaten des ersten Konturpunkts P
A
LEN: Abstand des Hilfspunkts P
H
zum ersten
Konturpunkt P
A
Radiuskorrektur
G41/G42 für die Bearbeitung
R0=G40; RL=G41; RR=G42
NC-Beispielsätze
N70 G00 X+40 Y+10 G40 M3
P
S
ohne Radiuskorrektur anfahren
N80 APPR LT X+20 Y+20 Z-10 LEN15 G42 F100
P
A
mit Radiuskorr. G42, Abstand P
H
zu P
A
: LEN=15
N90 G01 X+35 Y+35
Endpunkt erstes Konturelement
N100 G01 ...
Nächstes Konturelement