Eine einfache kontur programmieren, Das erste teil programmieren 1.3 – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 55
Das erste Teil programmieren
1.3
1
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
55
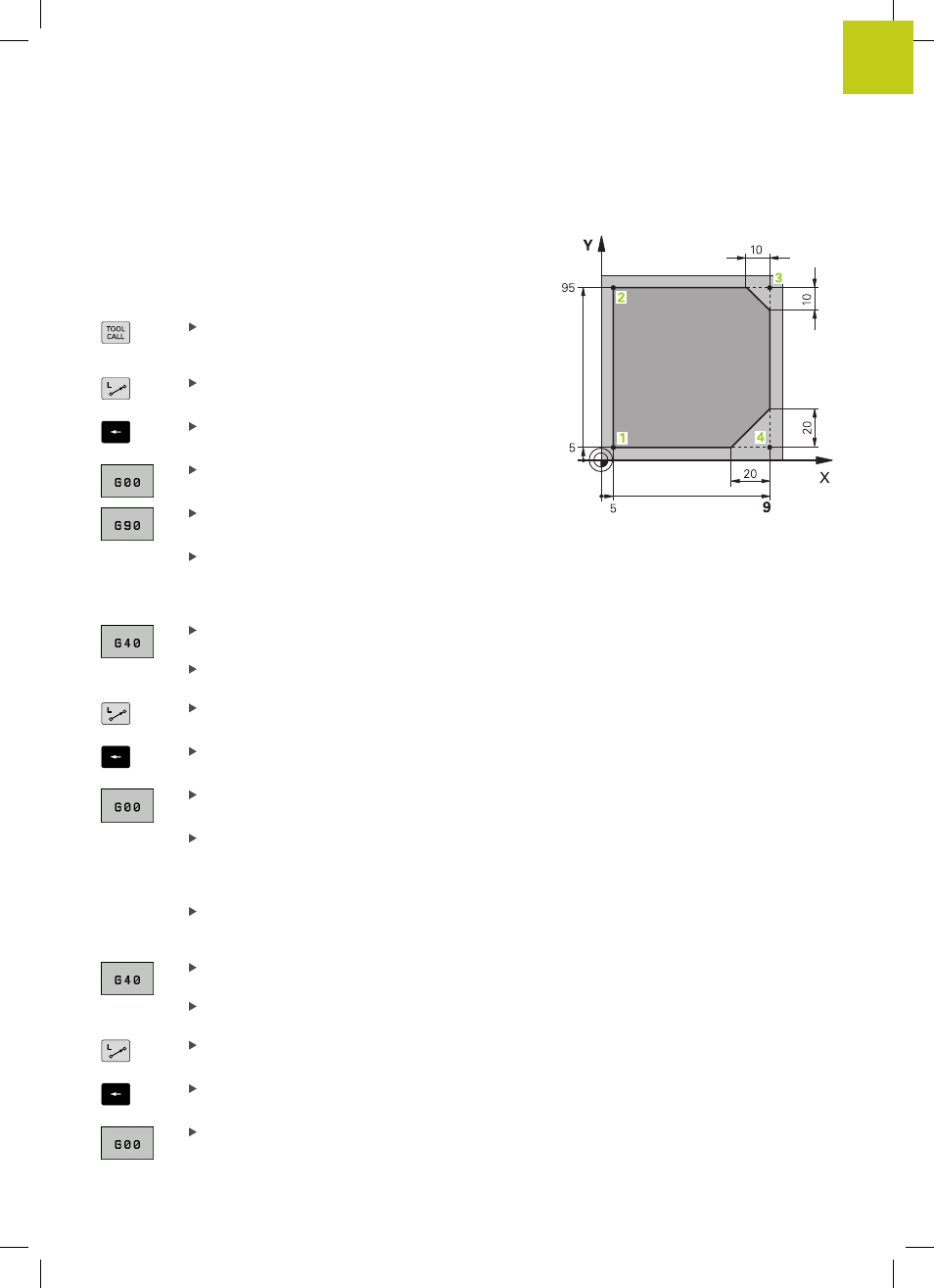
Eine einfache Kontur programmieren
Die im Bild rechts dargestellte Kontur soll auf Tiefe 5 mm einmal
umfräst werden. Die Rohteildefinition haben Sie bereits erstellt.
Nachdem Sie über eine Funktionstaste einen Dialog eröffnet
haben, geben Sie alle von der TNC in der Kopfzeile des Bildschirms
abgefragten Daten ein.
Werkzeug aufrufen: Geben Sie die Werkzeugdaten
ein. Bestätigen Sie die Eingabe jeweils mit der
Taste
ENT, Werkzeugachse G17 nicht vergessen
Drücken Sie die Taste
L zum Eröffnen eines
Programmsatzes für eine Geradenbewegung
Wechseln Sie mit der Pfeil-Taste nach links in den
Eingabebereich für die G-Funktionen
Wählen Sie den Softkey
G00 für eine
Verfahrbewegung im Eilgang
Wählen Sie den Softkey
G90 für absolute
Maßangaben
Werkzeug freifahren: Drücken Sie die orange
Achstaste
Z, und geben Sie den Wert für die
anzufahrende Position ein, z. B. 250. Mit Taste
ENT bestätigen
Keine Radiuskorrektur aktivieren: Softkey
G40
drücken
Zusatz-Funktion M? mit Taste END bestätigen: Die
TNC speichert den eingegebenen Verfahrsatz
Drücken Sie die Taste
L zum Eröffnen eines
Programmsatzes für eine Geradenbewegung
Wechseln Sie mit der Pfeil-Taste nach links in den
Eingabebereich für die G-Funktionen
Wählen Sie den Softkey
G00 für eine
Verfahrbewegung im Eilgang
Werkzeug in der Bearbeitungsebene
vorpositionieren: Drücken Sie die orange
Achstaste
X, und geben Sie den Wert für die
anzufahrende Position ein, z. B. -20
Drücken Sie die orange Achstaste
Y, und geben
Sie den Wert für die anzufahrende Position ein,
z. B. -20. Mit Taste ENT bestätigen
Keine Radiuskorrektur aktivieren: Softkey
G40
drücken
Zusatz-Funktion M? mit Taste END bestätigen: Die
TNC speichert den eingegebenen Verfahrsatz
Drücken Sie die Taste
L zum Eröffnen eines
Programmsatzes für eine Geradenbewegung
Wechseln Sie mit der Pfeil-Taste nach links in den
Eingabebereich für die G-Funktionen
Wählen Sie den Softkey
G00 für eine
Verfahrbewegung im Eilgang