Heidenhain – HEIDENHAIN TNC 426 (280 460) Training Advanced Benutzerhandbuch
Seite 111
HEIDENHAIN
Fortgeschrittenen-Kurs TNC 4xx
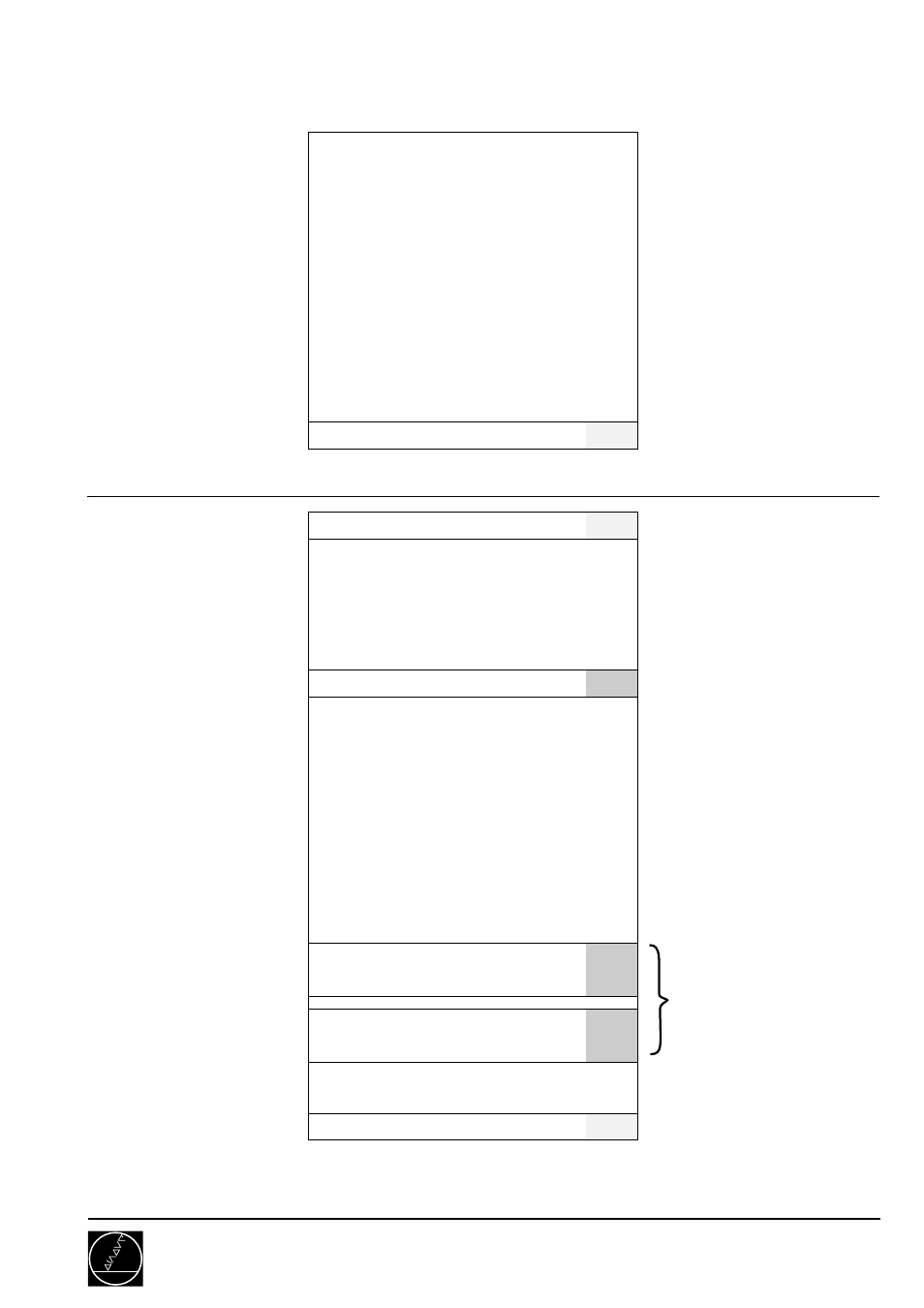
Umriß fräsen mit mehreren Zustellungen
BLK FORM
FN 0: Q1 = . . .
FN 0: Q2 = . . .
FN 0: Q3 = . . .
FN 0: Q4 = . . .
FN 0: Q5 = . . .
FN 0: Q6 = . . .
TOOL 1 . . . R5
L Z+ . . .
R0 F9999 M3
CALL LBL 1
L Z100 . . . M2
LBL 1
FN 2: Q12 = Q4 – Q3
FN 4: Q12 = Q12 DIV Q5
FN 0: Q13 = Q3
L X-10 Y+70
R0 F9999 M3
LBL 2
L ZQ13 FQ1
L X+10 Y+70
RL FQ2
RND . . .
L . . . / RND . . . / L . . .
L X . . . Y . . . RL
RND . . .
L X- . . . Y . . .
R0 . . .
FN 1: Q13 = Q13 + Q12
FN 11: IF Q13 GT Q4
GOTO LBL 2
FN 9:
IF Q13 EQU Q4
GOTO LBL 2
L Z2 F9999
LBL 0
Vorschub Z
Vorschub Ebene
Start-Z
End-Z
Anzahl Schnitte
Abrundung
Zustellbereich Z
Zustellschritt Z
Z-Start = Z-Aktuell
Unkorrigiert !
Tief fahren
Anfahren 1. Kont.-Pkt
Weich anfahren
1./ Letzter Kontur-Pkt
Weich wegfahren
Wegfahren, unkorrig.
Z-Zustell. rechnen
7285/2
C01
Konventionelle
Vorbereitung
Ladewerte
Ausführen
Freifahren, Ende
UP
Startwerte
Startposition
Endposition
Rücksprung /
weiterer Schnitt,
wenn Endtiefe noch
nicht gefräst