HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Benutzerhandbuch
Seite 158
158
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
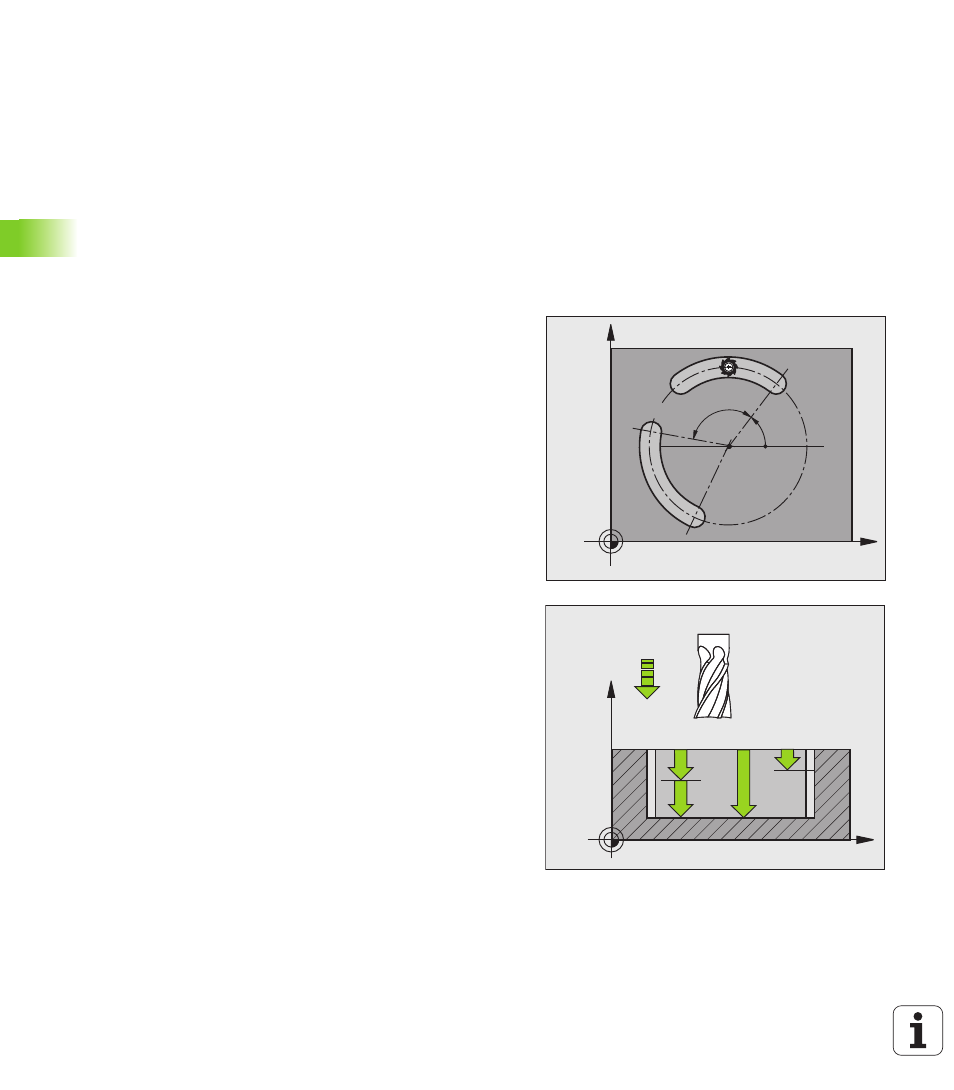
5.5 RUNDE NUT (Zyklus
254, DIN/ISO: G254)
U
Mitte 1. Achse
Q216 (absolut): Mitte des Teilkreises
in der Hauptachse der Bearbeitungsebene. Nur
wirksam, wenn Q367 = 0. Eingabebereich
-99999,9999 bis 99999,9999
U
Mitte 2. Achse
Q217 (absolut): Mitte des Teilkreises
in der Nebenachse der Bearbeitungsebene. Nur
wirksam, wenn Q367 = 0. Eingabebereich
-99999,9999 bis 99999,9999
U
Startwinkel
Q376 (absolut): Polarwinkel des
Startpunkts eingeben. Eingabebereich -360,000 bis
360,000
U
Öffnungs-Winkel der Nut
Q248 (inkremental):
Öffnungs-Winkel der Nut eingeben. Eingabebereich 0
bis 360,000
U
Winkelschritt
Q378 (inkremental): Winkel, um den
die gesamte Nut gedreht wird. Das Drehzentrum liegt
in der Teilkreis-Mitte. Eingabebereich -360,000 bis
360,000
U
Anzahl Bearbeitungen
Q377: Anzahl der
Bearbeitungen auf dem Teilkreis. Eingabebereich 1
bis 99999
U
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU, FZ
U
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1 = Gleichlauffräsen
–1 = Gegenlauffräsen
alternativ PREDEF
U
Tiefe
Q201 (inkremental): Abstand Werkstück-
Oberfläche – Nutgrund. Eingabebereich -99999,9999
bis 99999,9999
U
Zustell-Tiefe
Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben. Eingabebereich 0 bis 99999,9999
U
Schlichtaufmaß Tiefe
Q369 (inkremental): Schlicht-
Aufmaß für die Tiefe. Eingabebereich 0 bis
99999,9999
U
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Fahren
auf Tiefe in mm/min. Eingabebereich 0 bis 99999,999
alternativ FAUTO, FU, FZ
U
Zustellung Schlichten
Q338 (inkremental): Maß, um
welches das Werkzeug in der Spindelachse beim
Schlichten zugestellt wird. Q338=0: Schlichten in
einer Zustellung. Eingabebereich 0 bis 99999,9999
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338