Zyklusparameter – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Benutzerhandbuch
Seite 166
166
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
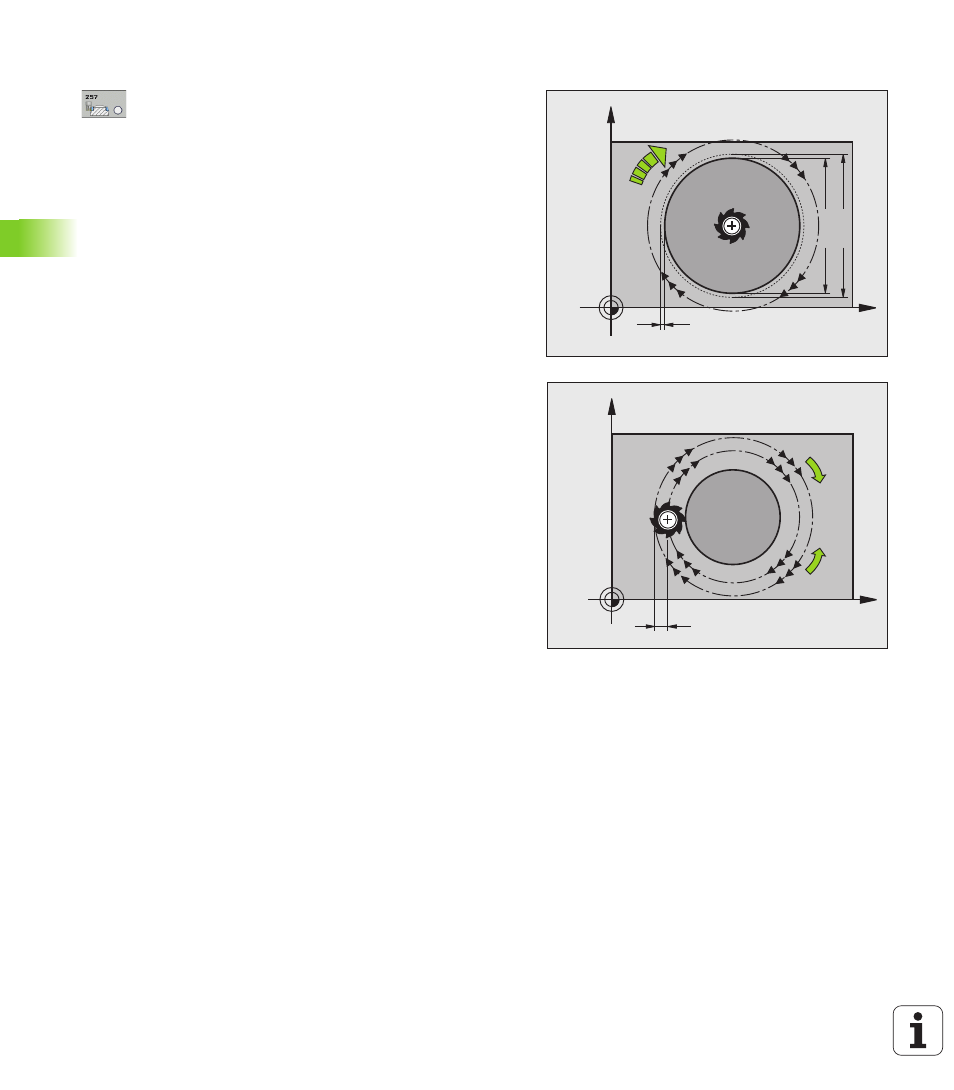
5.7 KREISZAPFEN (Zyklus 257
, DIN/ISO: G257)
Zyklusparameter
U
Fertigteil-Durchmesser
Q223: Durchmesser des
fertig bearbeiteten Zapfens. Eingabebereich 0 bis
99999,9999
U
Rohteil-Durchmesser
Q222: Durchmesser des
Rohteils. Rohteil-Durchmesser größer Fertigteil-
Durchmesser eingeben. Die TNC führt mehrere
seitliche Zustellungen aus, wenn die Differenz
zwischen Rohteil-Durchmesser und Fertigteil-
Durchmesser größer ist als die erlaubte seitliche
Zustellung (Werkzeug-Radius mal Bahn-Überlappung
Q370
). Die TNC berechnet immer eine konstante
seitliche Zustellung. Eingabebereich 0 bis
99999,9999
U
Schlichtaufmaß Seite
Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungs-Ebene. Eingabebereich 0
bis 99999,9999
U
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ FAUTO, FU, FZ
U
Fräsart
Q351: Art der Fräsbearbeitung bei M3:
+1 = Gleichlauffräsen
–1 = Gegenlauffräsn
alternativ PREDEF
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1