Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming Benutzerhandbuch
Seite 434
434
Tastsystemzyklen: Werkstücke automatisch kontrollieren
16.12 MESSEN L
O
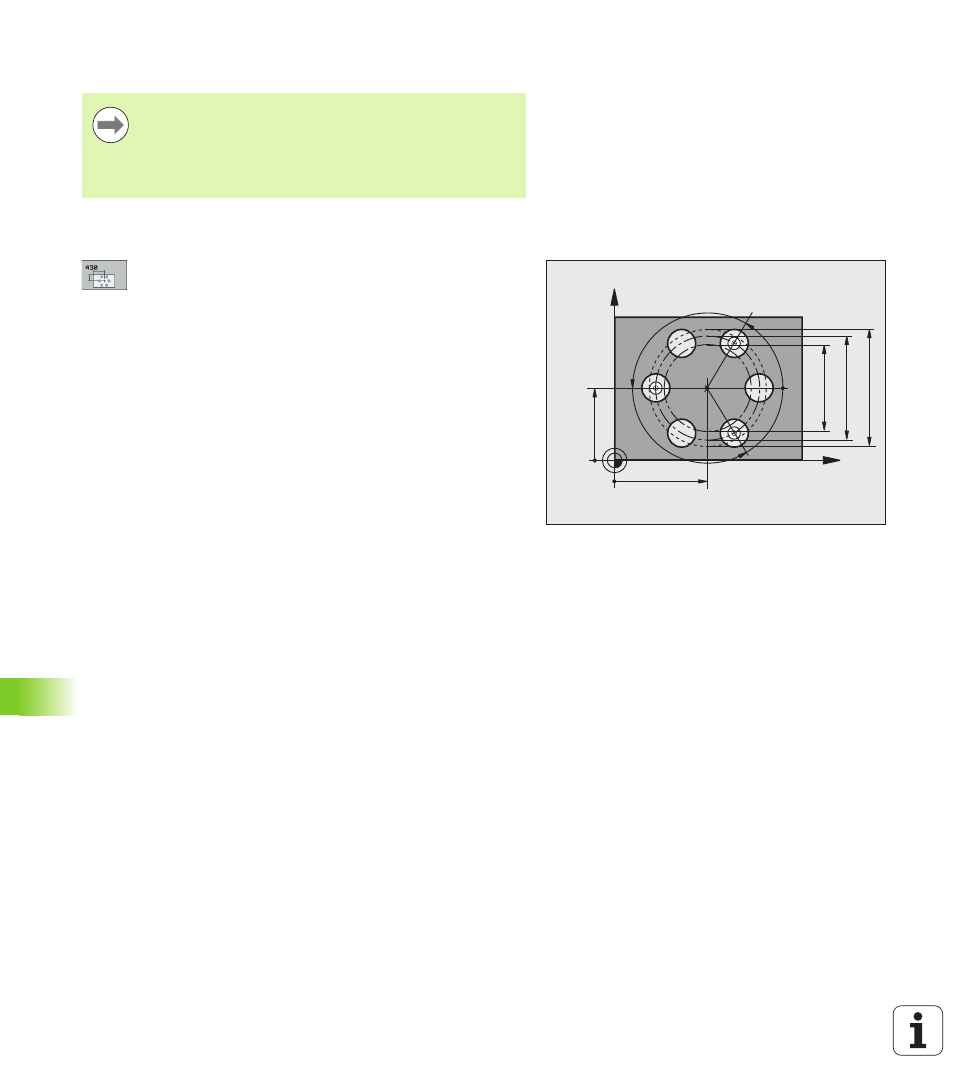
CHKREIS (Zyklus
430, DIN/ISO: G430)
Beim Programmieren beachten!
Zyklusparameter
U
Mitte 1. Achse
Q273 (absolut): Lochkreis-Mitte
(Sollwert) in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
U
Mitte 2. Achse
Q274 (absolut): Lochkreis-Mitte
(Sollwert) in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
U
Soll-Durchmesser
Q262: Lochkreis-Durchmesser
eingeben. Eingabebereich 0 bis 99999,9999
U
Winkel 1. Bohrung
Q291 (absolut): Polarkoordinaten-
Winkel des ersten Bohrungs-Mittelpunktes in der
Bearbeitungsebene. Eingabebereich -360,0000 bis
360,0000
U
Winkel 2. Bohrung
Q292 (absolut): Polarkoordinaten-
Winkel des zweiten Bohrungs-Mittelpunktes in der
Bearbeitungsebene. Eingabebereich -360,0000 bis
360,0000
U
Winkel 3. Bohrung
Q293 (absolut): Polarkoordinaten-
Winkel des dritten Bohrungs-Mittelpunktes in der
Bearbeitungsebene. Eingabebereich -360,0000 bis
360,0000
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Zyklus 430 führt nur Bruch-Überwachung durch, keine
automatische Werkzeug-Korrektur.
X
Y
Q291
Q293
Q292
Q274
±Q280
Q273
±Q279
Q289
Q262
Q288