Regulierung der gas-vorströmung, Hyspeed, Ht2000lhf – Hypertherm HT2000LHF Benutzerhandbuch
Seite 143
ANHANG A: ARGON-WASSERSTOFF SCHNEIDEN UND FUGENHOFELN
7
a-6
HySpeed HT2000LHF
Betriebsanleitung
Einschalten der Stromquelle und Regulierung der Spannung und des Stromes
1. Haupttrennschalter auf ON (EIN) stellen. Siehe Statusanzeigen vor Inbetriebnahme in Abschnitt 4.
2. Stromquelle durch Drücken des Knopfes (PB1) POWER ON (STROM EIN) (I) an der HT2000LHF-Stromquelle
einschalten. Es ist sicherzustellen, daß die grüne POWER ON-Anzeige leuchtet. PB1 heruntergedrückt halten,
bis alle Statusanzeigen erlöschen.
3. Spannung und Strom einstellen. Lichtbogenstrom- und Lichtbogenspannungs-Einstellungen gemäß den Argon-
Wasserstoff-Tabellen für das Schneiden an späterer Stelle in diesem Abschnitt für den jeweils zu schneidenden
Metalltyp und die Metalldicke auswählen.
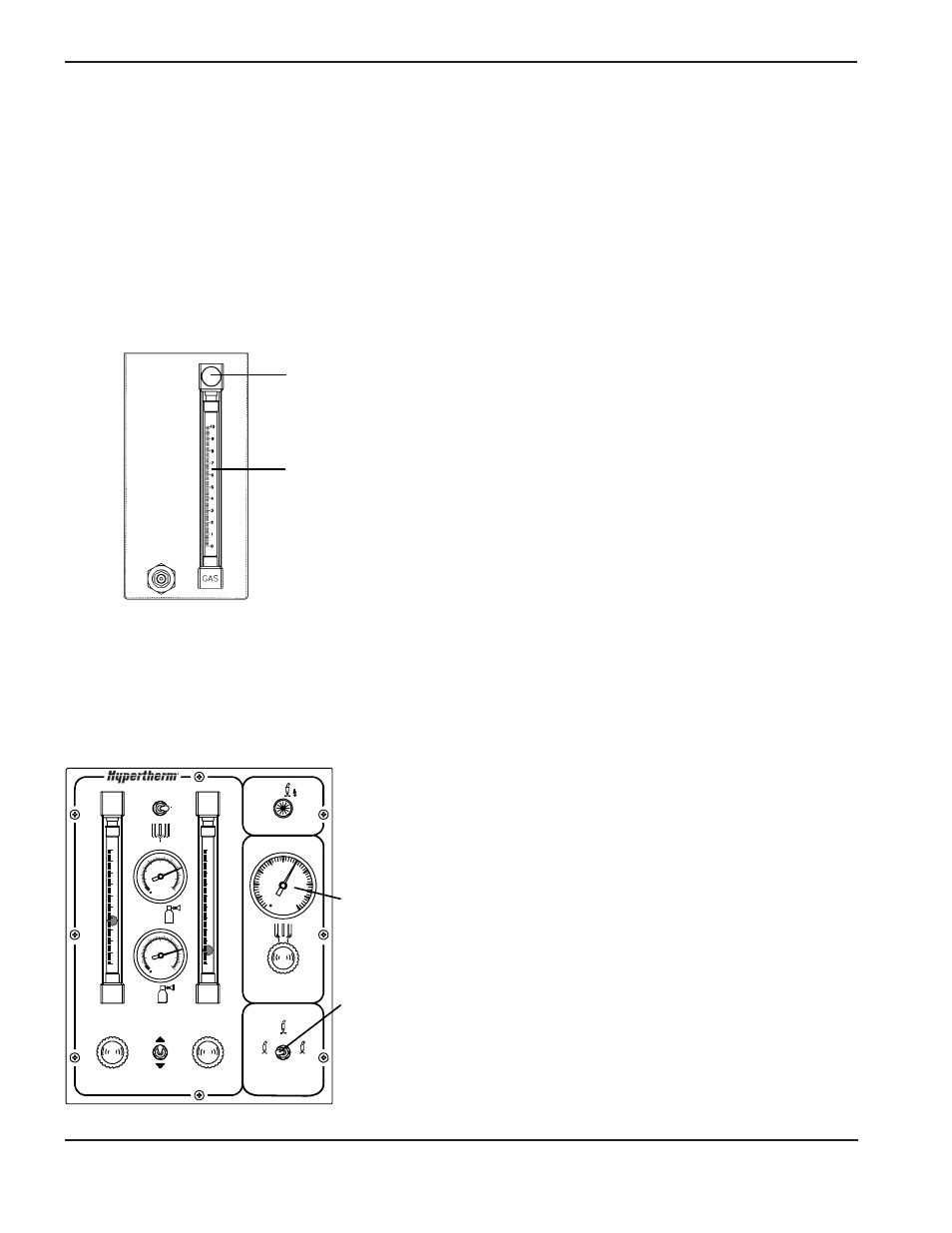
Regulierung der Gas-Vorströmung
1. Stellen Sie Schalter S2 an der Gas-Konsole auf Test-
Vorströmung ein. Stellen Sie sicher, daß der Argon-
Wasserstoff-Zufuhr-Regler 8,2 bar anzeigt.
2. Sehen Sie nach dem Durchflußmesser (FM1) und stellen
Sie die Vorströmungs-Plasmagas-Durchflußrate in %
entsprechend den Argon-Wasserstoff Tabellen für das
Schneiden ein sowie durch Drehen des Argon-Wasserstoff-
Durchflußmesser-Reglerknopfs (MV1).
3. Sehen Sie nach dem Sekundärgas-Manometer (PG3) an
der Gas-Konsole und stellen Sie ihn gemäß den Angaben in
den Argon-Wasserstoff Tabellen für das Schneiden ein,
indem Sie am Reglerknopf für das Sekundärgas (MV4)
drehen.
Anmerkung: Falls die Verschleißteile geändert sind oder
die Stromquelle über eine Stunde
ausgeschaltet ist, stellen Sie das System für
eine Minute auf Vorströming, um die
Gasschläuche zu reinigen.
Regulierung der Betriebsgase und Vorbereitung
zum Schneiden
1. Schalten Sie S2 an der Gas-Konsole auf Testlauf.
2. Unter Beobachtung des Durchflußmessers (FM1) am Argon-
Wasserstoff-Verteiler die Plasmagas-Betriebsdurchflußrate
in % gemäß den Argon-Wasserstoff-Tabellen für das
Schneiden durch Regelung des Plasma-Betriebsdurchfluß-
Dosierventils einstellen.
3. Schalten Sie S2 auf Betrieb, nachdem die Test-
Vorströmungs- und die Testlauf-Durchflußraten eingestellt
worden sind.
Die Anlage ist nun betriebsbereit.
PLASMA
N
2
/Air
O
2
SHIELD
N
2
/Air
psi
psi
psi
DC
N
2
/Air
O
2
O
2
PLASMA
Cut Flow
PreFlow
PreFlow
Run
10
9
8
7
6
5
4
3
2
1
0
10
9
8
7
6
5
4
3
2
1
0
Test
Preflow
Test
Cutflow
HySpeed
®
HT2000LHF
®
MV1
FM1
S2
PG3