Luft, Unlegierter stahl, Über wasser – Hypertherm HT2000LHF Benutzerhandbuch
Seite 62: 75 mm unter wasser, 100 a – o, Plasma/luft sekundär
BEDIENUNG
7
HySpeed HT2000LHF
Betriebsanleitung
4-17
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluß %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Vor (Pre)
Schneiden (Cut)
Druck (Luft)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(O
2
% N
2
%)
(O
2
%
N
2
%)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluß %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Vor (Pre)
Schneiden (Cut)
Druck (Luft)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(O
2
% N
2
%)
(O
2
%
N
2
%)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
1
⁄
8
"
3 mm
7
28
36
0
60/4
2,5
5
125
6100
3
⁄
16
"
5 mm
3
6
125
4570
1
⁄
4
"
6 mm
3/10
21
130
3
6
125
3050
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2280
0,5
1
⁄
2
"
12 mm
3
6
130
1520
5
⁄
8
"
15 mm
4
8
140
1140
3
⁄
4
"
20 mm
5
10
145
760
Unlegierter Stahl
100 A – O
2
Plasma/Luft Sekundär
Diese Gaskombination ermöglicht eine gute Schneide-Geschwindigkeit, wenig Bartbildung und ist sehr
wirtschaftlich. Es kann etwas Oberflächennitrierung auftreten. Während dieses Verfahren bei größeren Blech-
stärken verwendet werden darf, liegt der optimale, empfohlene Bereich bis zu 10 mm.
Anmerkungen: Sauerstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Stickstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Sekundärgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden über 10 mm Dicke wird nicht empfohlen.
* Zur Maximierung der Verschleißteil-Standzeit ist die Ein- und Ausleitung der Teile zu verändern, damit die
Fehler bei der Stromabsenkung verringert werden. Zum Streifenschneiden und für andere Anwendungen, bei
denen eine ordnungsgemäße Stromabsenkung schwer erreicht werden kann, ist die Elektrode mit Teile-Nr.
120667 statt der Elektrode mit Teile-Nr. 120547 einzusetzen.
über Wasser
1
⁄
8
"
3 mm
7
28
36
0
60/4
2
4
125
5580
3
⁄
16
"
5 mm
3
6
125
4060
0,5
1
⁄
4
"
6 mm
3/10
21
130
3
6
125
2790
0,5
3
⁄
8
"
10 mm
l/min
l/min
l/min
3
6
130
2160
0,5
1
⁄
2
"
12 mm
3
6
135
1520
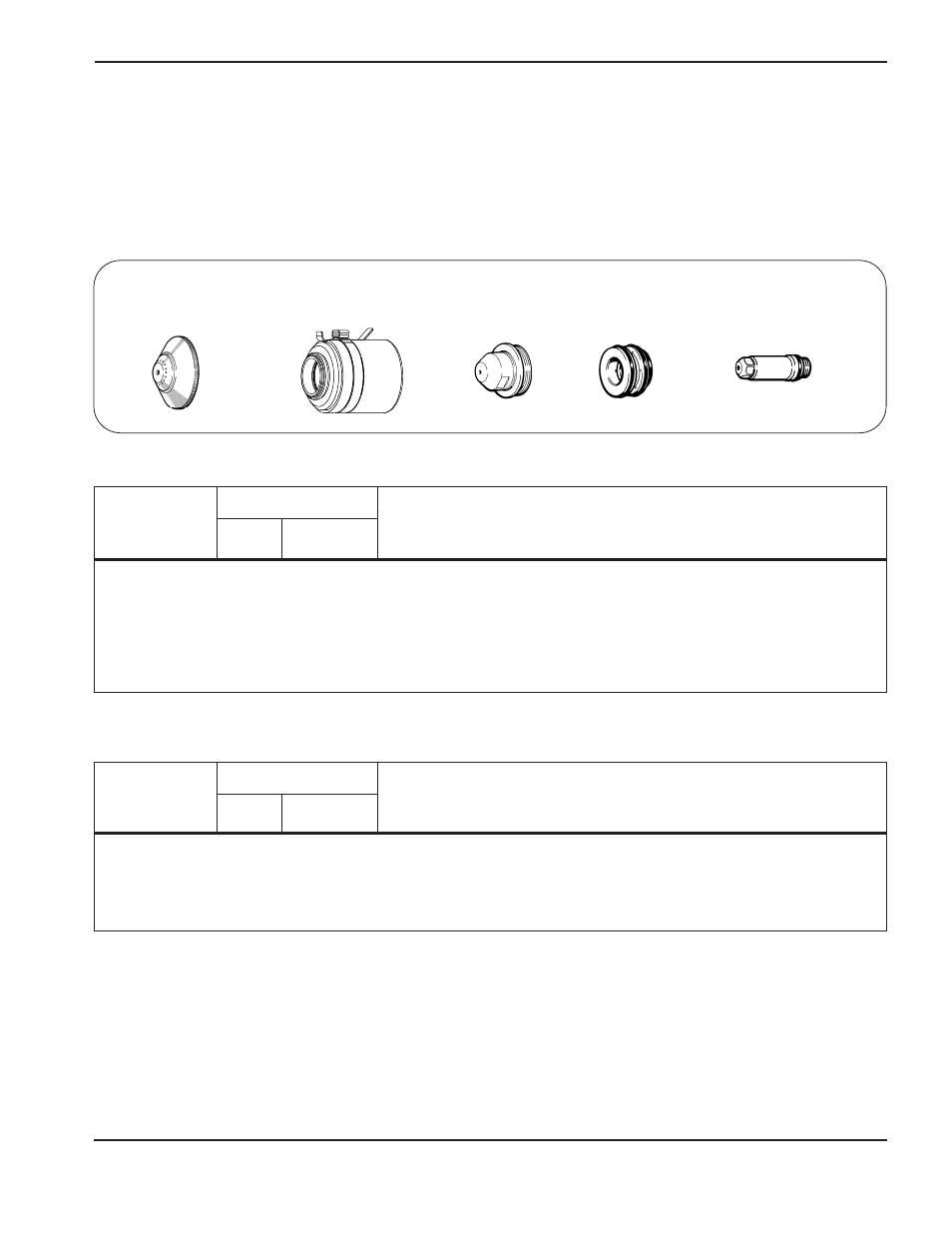
75 mm unter Wasser
120547*
Elektrode
020690
Düse
120837
(im Uhrzeigersinn)
120838
(gegen Uhrzeigersinn)
Brennerkappe
020424
Schild
020613
(im Uhrzeigersinn)
120252
(gegen Uhrzeigersinn)
Wirbelring