Luft, Unlegierter stahl, Über wasser – Hypertherm HT2000LHF Benutzerhandbuch
Seite 58: 75 mm unter wasser, 200 a – o, Plasma/luft sekundär
BEDIENUNG
7
HySpeed HT2000LHF
Betriebsanleitung
4-13
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (Luft)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(O
2
N
2
)
(O
2
N
2
)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluss %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Preflow %
Cutflow %
Druck (Luft)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(O
2
N
2
)
(O
2
N
2
)
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
120
4060
0,5
0,315"
8 mm
3
6
125
3000
0,5
3
⁄
8
"
10 mm
7 / 24
37
130
3
6
125
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
125
2030
2,0
5
⁄
8
"
15 mm
4
8
130
1780
2,0
3
⁄
4
"
20 mm
5
10
135
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
140
890
2,5
1
1
⁄
4
"
32 mm
6
12
150
560
1
1
⁄
2
"
38 mm
6
12
155
380
1
3
⁄
4
"
44 mm
8
15
165
250
2"
50 mm
8
15
170
180
Unlegierter Stahl
200 A – O
2
Plasma/Luft Sekundär
Diese Gaskombination ergibt eine hervorragende Schneide-Geschwindigkeit, minimale Bartbildung, minimale
Oberflächennitrierung und hervorragende Schweißbarkeit.
Anmerkungen:
Sauerstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Stickstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden bei einer Dicke von mehr als 25 mm wird nicht empfohlen.
Über 38 mm Blechdicke fallen ausgeschnittene Teile normalerweise nicht aus dem Blech.
* Wirbelring 020679 verwenden, statt Wirbelring 020678, um glattere Schnittflächen bei Blechen von 6 mm bis 8 mm
Dicke zu erreichen, es ist dabei jedoch eine Verkürzung der Elektrodenlebensdauer von 30 - 40 % zu erwarten.
+ Für Hochleistungsanwender bietet die + SilverPlus eine erhöhte Standzeit bei den meisten Einsätzen. Das Hafnium
nutzt sich bis etwa zur doppelten Tiefe einer Vollkupfer-Elektrode (120667) ab. Es kann erforderlich sein, die
Lichtbogenspannung während der Standzeit der Elektrode um 5 - 10 Volt zu erhöhen, um die korrekten
Schneidhöhen-Parameter aufrechtzuerhalten.
Über Wasser
1
⁄
4
"
6 mm
12
38
64
0
70/4,8
3
6
125
3700
0,5
.315"
8 mm
3
6
125
2800
0,5
3
⁄
8
"
10 mm
7 / 24
37
130
3
6
130
2000
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
130
1800
2,0
5
⁄
8
"
15 mm
4
8
135
1500
2,0
3
⁄
4
"
20 mm
5
10
140
1200
2,5
7
⁄
8
"
22 mm
6
12
140
950
3,0
1"
25 mm
6
12
145
680
3,0
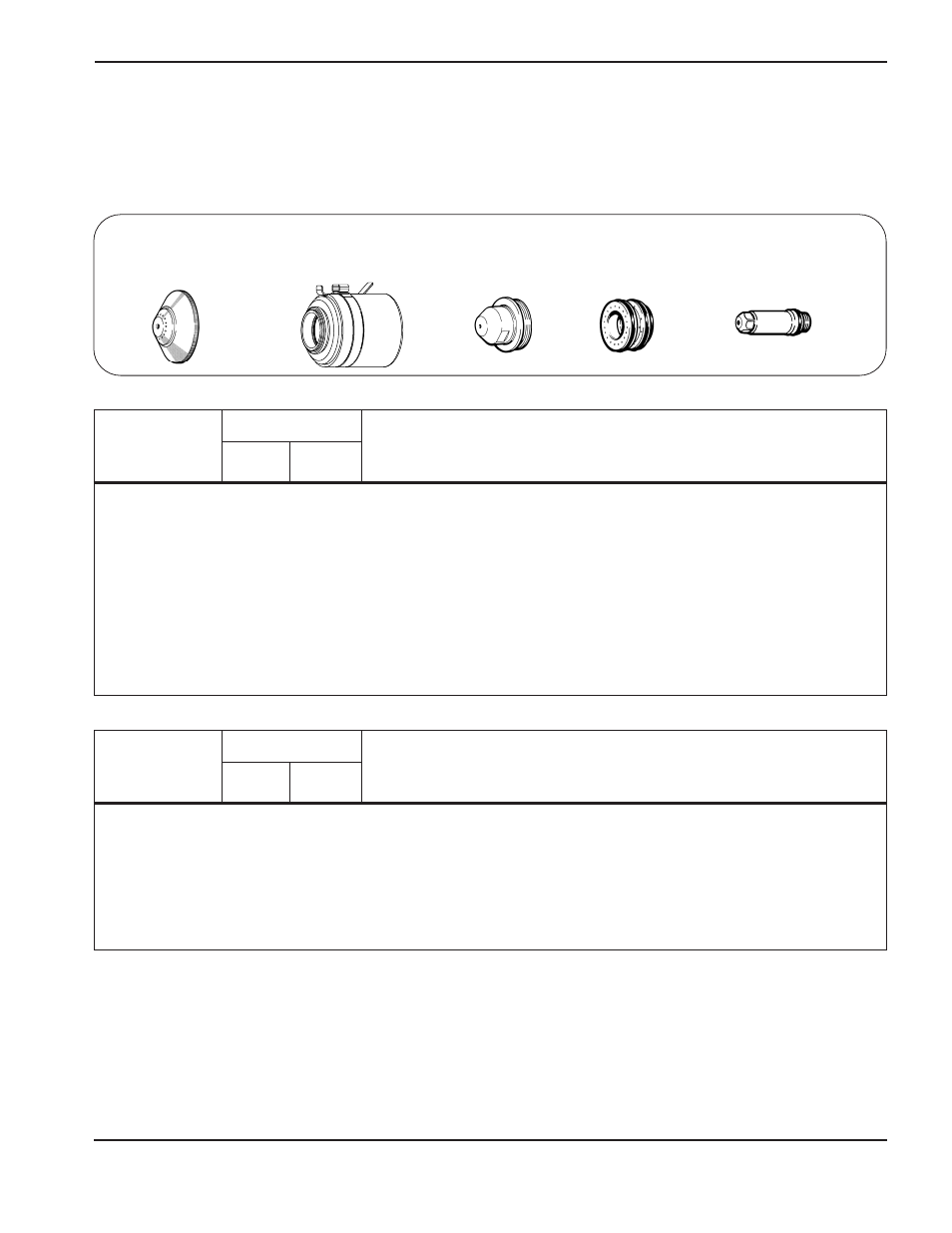
75 mm unter Wasser
120667 (standard)
Elektrode
220084
(Sonderausstattung)
SilverPlus electrode+
020605
Düse
120837 (im Uhrzeigersinn)
120838 (gegen Uhrzeigersinn)
Brennerkappe
020424
Schild
120833* (im Uhrzeigersinn)
120834 (gegen Uhrzeigersinn)
Wirbelring