Rostfreier stahl, Über wasser, 75 mm unter wasser – Hypertherm HT2000LHF Benutzerhandbuch
Seite 66: 200 a – n, Plasma/co, Sekundär
BEDIENUNG
7
HySpeed HT2000LHF
Betriebsanleitung
4-21
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluß %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Vor (Pre)
Schneiden (Cut)
Druck (CO
2
)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(N
2
) %
(N
2
) %
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
Abstand
Anfangs-
Licht-
Bewegungs-
Plasmagasdurchfluß %
Sekundärgas
Brenner zum
Brenner-
bogen
Schneid-
verzögerung
Vor (Pre)
Schneiden (Cut)
Druck (CO
2
)
Werkstück
Lochstechhöhe
Spannung
geschwindigkeit
in etwa
Blechdicke
(N
2
) %
(N
2
) %
(psi/ bar)
(mm)
(mm)
(V)
(mm/min.)
(sek.)
3
⁄
16
"
5 mm
50
60
60/4
3
6
125
4800
0,5
1
⁄
4
"
6 mm
3
6
130
4300
1,0
3
⁄
8
"
10 mm
31
37
100
3
6
130
3200
1,5
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
135
2400
2,0
5
⁄
8
"
15 mm
4
8
140
1800
2,0
3
⁄
4
"
20 mm
5
10
140
1250
2,5
7
⁄
8
"
22 mm
6
12
145
1000
3,0
1"
25 mm
6
12
150
760
1
1
⁄
4
"
32 mm
6
12
160
380
1
1
⁄
2
"
38 mm
6
12
170
250
Rostfreier Stahl
200 A – N
2
Plasma/CO
2
Sekundär
Diese Gaskombination wird verwendet, wenn Oberflächennitrierung und Oberflächenoxidation der
Legierungselemente nicht so wichtig sind. Die Elektroden-Lebensdauer ist bei Verwendung dieser Gaskombination
länger.
Anmerkungen: Stickstoff Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Kohlendioxyd Sekundärgas-Einlaßdruck auf 6,2 bar einstellen.
Produktionsschneiden über 22 mm Dicke wird nicht empfohlen.
über Wasser
3
⁄
16
"
5 mm
50
60
70/4,8
3
6
125
4550
0,5
1
⁄
4
"
6 mm
3
6
130
3850
1,0
3
⁄
8
"
10 mm
31
37
130
3
6
135
2700
1,5
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
140
1920
2,0
5
⁄
8
"
15 mm
4
8
145
1350
2,0
3
⁄
4
"
20 mm
5
10
145
950
2,5
7
⁄
8
"
22 mm
6
12
150
700
3,0
75 mm unter Wasser
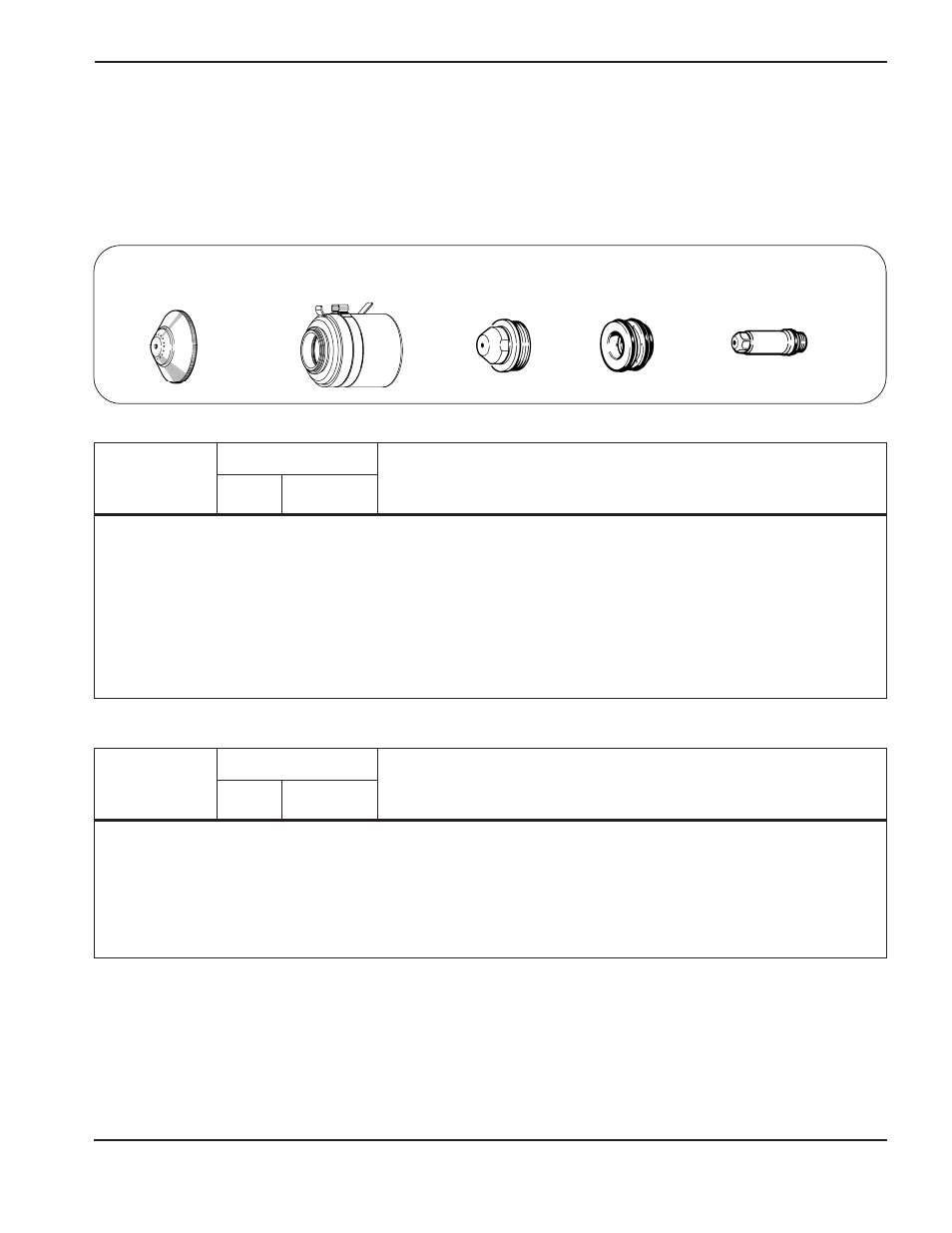
020424
Schild
120837
Brennerkappe
020608
Düse
020607
Wirbelring
020415
Elektrode