HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Benutzerhandbuch
Seite 51
HEIDENHAIN iTNC 530
51
3.1 W
e
rk
stüc
k-Sc
hieflag
e
aut
o
matisc
h erf
a
ssen
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
2. Messpunkt 1. Achse
Q265 (absolut): Koordinate
des zweiten Antastpunktes in der Hauptachse der
Bearbeitungsebene
2. Messpunkt 2. Achse
Q266 (absolut): Koordinate
des zweiten Antastpunktes in der Nebenachse der
Bearbeitungsebene
Messachse
Q272: Achse der Bearbeitungsebene, in
der die Messung erfolgen soll:
1:Hauptachse = Messachse
2:Nebenachse = Messachse
Verfahrrichtung 1
Q267: Richtung, in der das
Tastsystem auf das Werkstück zufahren soll:
-1:Verfahrrichtung negativ
+1:Verfahrrichtung positiv
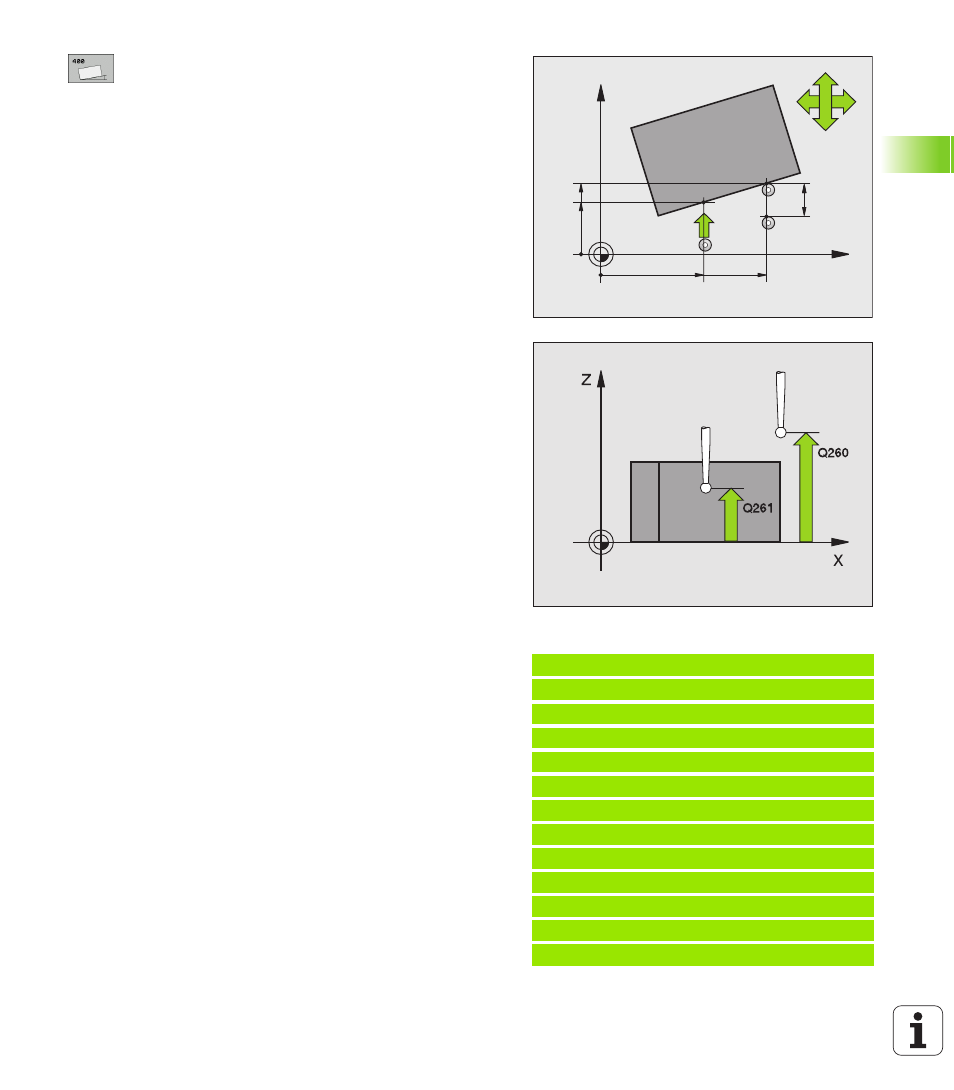
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
Sicherheits-Abstand
Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zu MP6140
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann
Fahren auf sichere Höhe
Q301: Festlegen, wie das
Tastsystem zwischen den Messpunkten verfahren
soll:
0: Zwischen Messpunkten auf Messhöhe verfahren
1: Zwischen Messpunkten auf Sicherer Höhe
verfahren
Voreinstellung Grunddrehung
Q307 (absolut): Wenn
sich die zu messende Schieflage nicht auf die
Hauptachse, sondern auf eine beliebige Gerade
beziehen soll, Winkel der Bezugsgeraden eingeben.
Die TNC ermittelt dann für die Grunddrehung die
Differenz aus dem gemessenen Wert und dem
Winkel der Bezugsgeraden
Preset-Nummer in Tabelle
Q305: Nummer in der
Preset-Tabelle angeben, in der die TNC die ermittelte
Grunddrehung speichern soll. Bei Eingabe von
Q305=0, legt die TNC die ermittelte Grunddrehung
im ROT-Menü der Betriebsart Manuell ab
Beispiel: NC-Sätze
5 TCH PROBE 400 GRUNDDREHUNG
Q263=+10
;1. PUNKT 1. ACHSE
Q264=+3,5
;1. PUNKT 2. ACHSE
Q265=+25
;2. PUNKT 1. ACHSE
Q266=+2
;2. PUNKT 2. ACHSE
Q272=2
;MESSACHSE
Q267=+1
;VERFAHRRICHTUNG
Q261=-5
;MESSHOEHE
Q320=0
;SICHERHEITS-ABST.
Q260=+20
;SICHERE HOEHE
Q301=0
;FAHREN AUF S. HOEHE
Q307=0
;VOREINST. GRUNDDR.
Q305=0
;NR. IN TABELLE
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320