Seite 76, 2 bezugspunkt e aut o matisc h er mit teln – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Benutzerhandbuch
Seite 76
76
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.2 Bezugspunkt
e
aut
o
matisc
h er
mit
teln
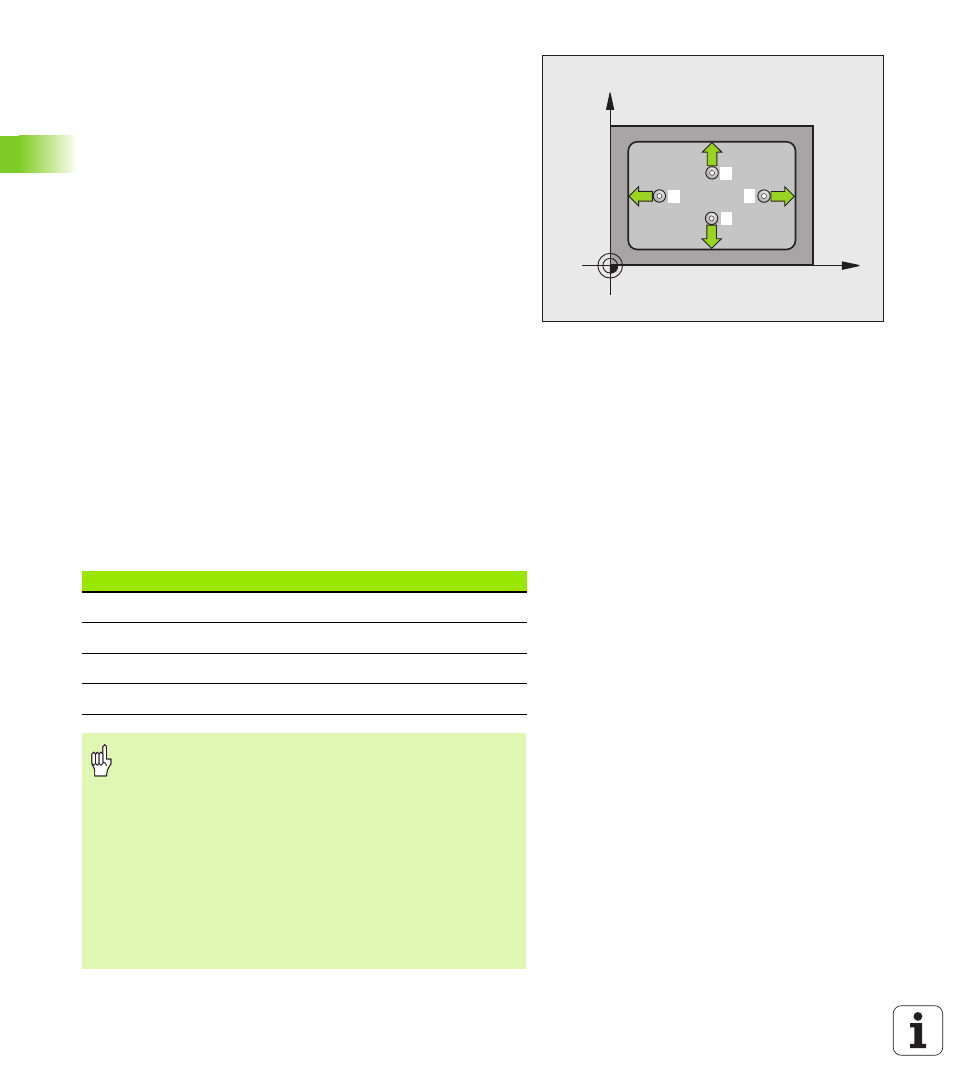
BEZUGSPUNKT RECHTECK INNEN (Tastsystem-
Zyklus 410, DIN/ISO: G410)
Der Tastsystem-Zyklus 410 ermittelt den Mittelpunkt einer
Rechtecktasche und setzt diesen Mittelpunkt als Bezugspunkt.
Wahlweise kann die TNC den Mittelpunkt auch in eine Nullpunkt- oder
Preset-Tabelle schreiben.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
MP6150 bzw. MP6361) und mit Positionierlogik (siehe
„Tastsystem-Zyklen abarbeiten” auf Seite 26) zum Antastpunkt
1
.
Die TNC berechnet die Antastpunkte aus den Angaben im Zyklus
und dem Sicherheits-Abstand aus MP6140
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (MP6120 bzw. MP6360) durch
3
Danach fährt das Tastsystem entweder achsparallel auf Messhöhe
oder linear auf Sicherer Höhe zum nächsten Antastpunkt
2
und
führt dort den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zum Antastpunkt
3
und
danach zum Antastpunkt
4
und führt dort den dritten bzw. vierten
Antast-Vorgang durch
5
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und verarbeitet den ermittelten Bezugspunkt in
Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
„Berechneten Bezugspunkt speichern” auf Seite 69)
6
Wenn gewünscht, ermittelt die TNC anschließend in einem
separaten Antast-Vorgang noch den Bezugspunkt in der
Tastsystem-Achse und speichert die Istwerte in folgenden Q-
Parametern ab
X
Y
1
2
3
4
Parameter-Nummer
Bedeutung
Q151
Istwert Mitte Hauptachse
Q152
Istwert Mitte Nebenachse
Q154
Istwert Seiten-Länge Hauptachse
Q155
Istwert Seiten-Länge Nebenachse
Beachten Sie vor dem Programmieren
Um eine Kollision zwischen Tastsystem und Werkstück zu
vermeiden, geben Sie die 1. und 2. Seiten-Länge der
Tasche eher zu klein ein.
Wenn die Taschenmaße und der Sicherheits-Abstand eine
Vorpositionierung in die Nähe der Antastpunkte nicht
erlauben, tastet die TNC immer ausgehend von der
Taschenmitte an. Zwischen den vier Messpunkten fährt
das Tastsystem dann nicht auf die Sichere Höhe.
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.