2 bezugspunkt e aut o matisc h er mit teln – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Benutzerhandbuch
Seite 96
96
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.2 Bezugspunkt
e
aut
o
matisc
h er
mit
teln
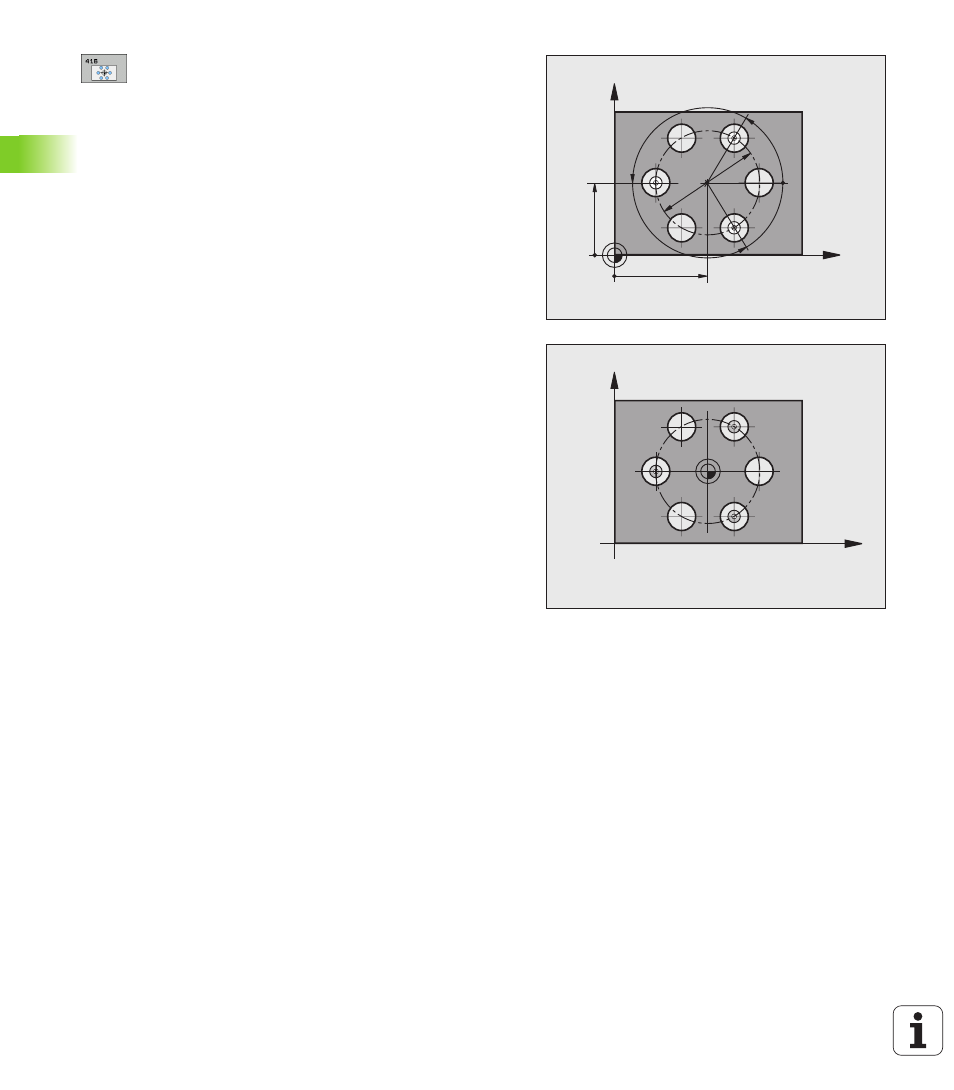
Mitte 1. Achse
Q273 (absolut): Lochkreis-Mitte
(Sollwert) in der Hauptachse der Bearbeitungsebene
Mitte 2. Achse
Q274 (absolut): Lochkreis-Mitte
(Sollwert) in der Nebenachse der Bearbeitungsebene
Soll-Durchmesser
Q262: Ungefähren Lochkreis-
Durchmesser eingeben. Je kleiner der
Bohrungsdurchmesser ist, desto genauer müssen
Sie den Soll-Durchmesser angeben
Winkel 1. Bohrung
Q291 (absolut): Polarkoordinaten-
Winkel des ersten Bohrungs-Mittelpunktes in der
Bearbeitungsebene
Winkel 2. Bohrung
Q292 (absolut): Polarkoordinaten-
Winkel des zweiten Bohrungs-Mittelpunktes in der
Bearbeitungsebene
Winkel 3. Bohrung
Q293 (absolut): Polarkoordinaten-
Winkel des dritten Bohrungs-Mittelpunktes in der
Bearbeitungsebene
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann
Nullpunkt-Nummer in Tabelle
Q305: Nummer in der
Nullpunkt-Tabelle/Preset-Tabelle angeben, in der die
TNC die Koordinaten der Lochkreis-Mitte speichern
soll. Bei Eingabe von Q305=0, setzt die TNC die
Anzeige automatisch so, dass der neue Bezugspunkt
in der Lochkreis-Mitte sitzt
Neuer Bezugspunkt Hauptachse
Q331 (absolut):
Koordinate in der Hauptachse, auf die die TNC die
ermittelte Lochkreis-Mitte setzen soll.
Grundeinstellung = 0
Neuer Bezugspunkt Nebenachse
Q332 (absolut):
Koordinate in der Nebenachse, auf die die TNC die
ermittelte Lochkreis-Mitte setzen soll.
Grundeinstellung = 0
X
Y
Q274
Q273
Q262
Q291
Q293
Q292
X
Y