Zyklusparameter – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 206
206
Bearbeitungszyklen: Konturtasche, Konturzüge
7.
8
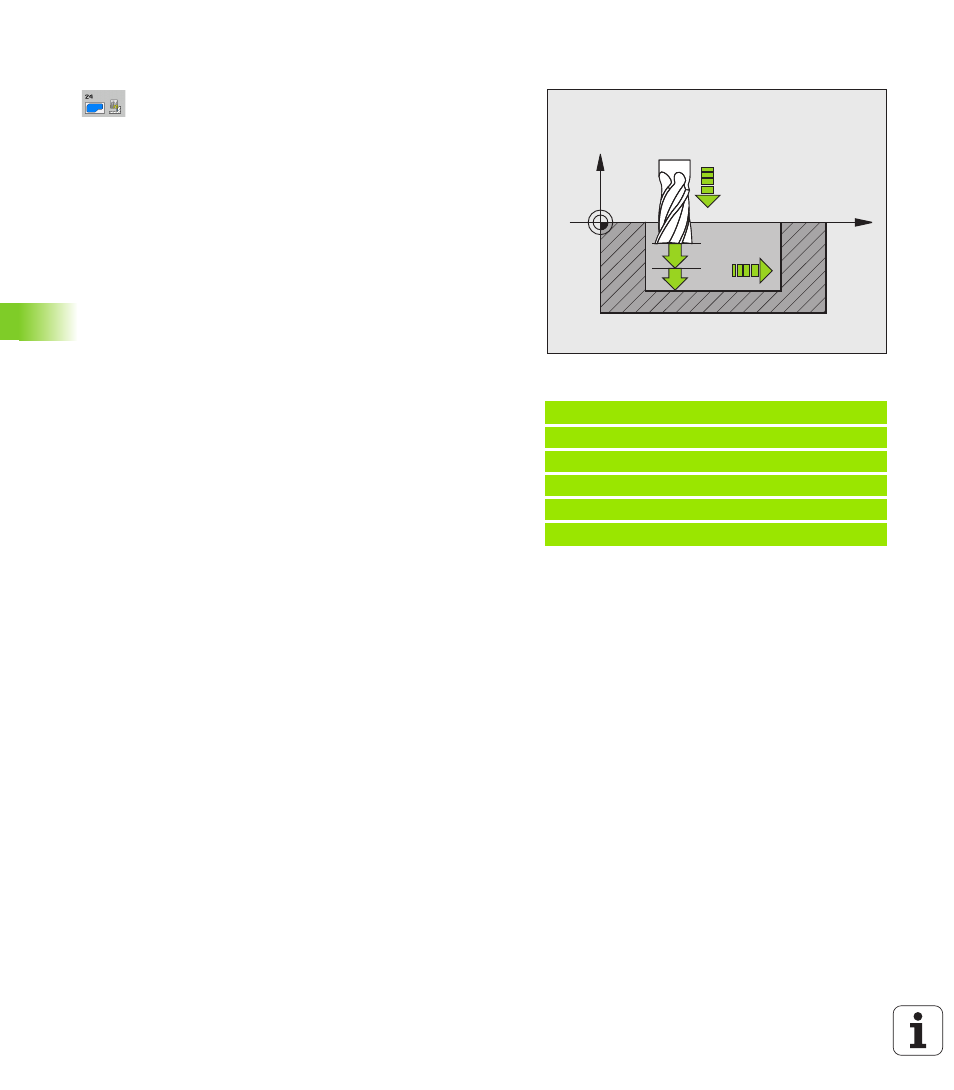
SCHLICHTEN
SEITE
(Zyklus
24,
DIN/ISO:
G124)
Zyklusparameter
Drehsinn? Uhrzeigersinn = –1
Q9:
Bearbeitungsrichtung:
+1
:Drehung im Gegen-Uhrzeigersinn
–1
:Drehung im Uhrzeigersinn
Alternativ PREDEF
Zustell-Tiefe
Q10 (inkremental): Maß, um das das
Werkzeug jeweils zugestellt wird. Eingabebereich
-99999,9999 bis 99999,9999
Vorschub Tiefenzustellung
Q11: Eintauchvorschub.
Eingabebereich 0 bis 99999,9999 alternativ FAUTO, FU,
FZ
Vorschub Ausräumen
Q12: Fräsvorschub.
Eingabebereich 0 bis 99999,9999 alternativ FAUTO, FU,
FZ
Schlichtaufmaß Seite
Q14 (inkremental): Aufmaß für
mehrmaliges Schlichten; der letzte Schlicht-Rest wird
ausgeräumt, wenn Sie Q14 = 0 eingeben.
Eingabebereich -99999,9999 bis 99999,9999
Beispiel: NC-Sätze
61 CYCL DEF 24 SCHLICHTEN SEITE
Q9=+1
;DREHSINN
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB RAEUMEN
Q14=+0
;AUFMASS SEITE
X
Z
Q11
Q12
Q10