HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 326
326
Zyklen: Sonderfunktionen
12.7
INTERPOLA
TIONSDREHEN
(Sof
tw
ar
e-Option,
Zyklus
290,
DIN/ISO:
G290)
Kontur fräsen
Durch Eingabe von Q444=0 können Sie die Flächen fräsen. Für diese
Bearbeitung verwenden Sie einen Fräser mit einem Schneidenradius
(R2). Ist auf den Flächen ein großes Aufmass, so können Sie diese
durch Fräsen in der Regel besser vorbearbeiten, als durch
Interpolationsdrehen.
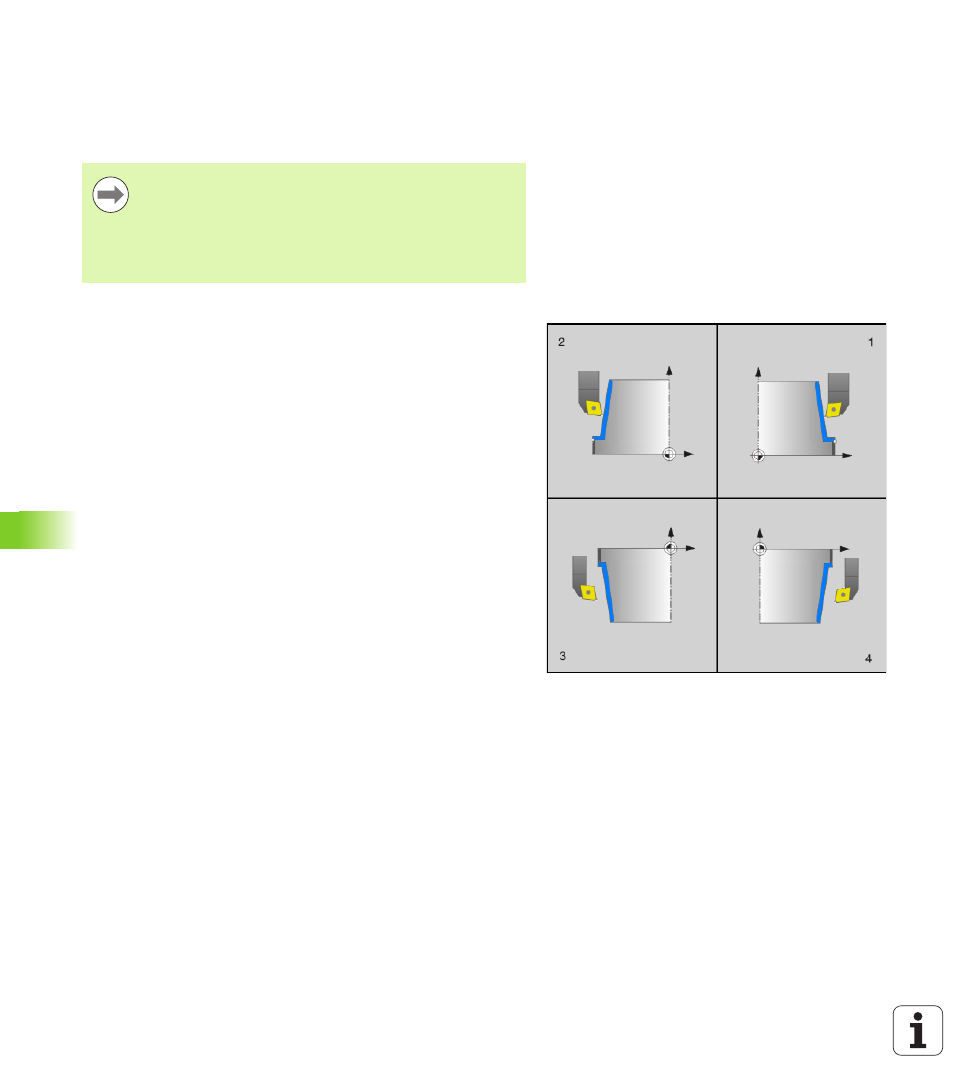
Bearbeitungsvarianten
Durch Kombination der Start- und Endpunkte mit den Winkeln Q495
und Q496 ergeben sich folgende Bearbeitungsmöglichkeiten:
Außenbearbeitung in Quadrant 1 (1)
:
Winkel Umfangsfläche Q495 positiv eingeben
Winkel Planfläche Q496 negativ eingeben
Konturstart X Q491 kleiner Konturende X Q493 eingeben
Konturstart Z Q492 größer Konturende Z Q494 eingeben
Innenbearbeitung in Quadrant 2 (2)
:
Winkel Umfangsfläche Q495 negativ eingeben
Winkel Planfläche Q496 positiv eingeben
Konturstart X Q491 größer Konturende X Q493 eingeben
Konturstart Z Q492 größer Konturende Z Q494 eingeben
Außenbearbeitung in Quadrant 3 (3)
:
Winkel Umfangsfläche Q495 positiv eingeben
Winkel Planfläche Q496 negativ eingeben
Konturstart X Q491 größer Konturende X Q493 eingeben
Konturstart Z Q492 kleiner Konturende Z Q494 eingeben
Innenbearbeitung in Quadrant 4 (4)
:
Winkel Umfangsfläche Q495 negativ eingeben
Winkel Planfläche Q496 positiv eingeben
Konturstart X Q491 kleiner Konturende X Q493 eingeben
Konturstart Z Q492 kleiner Konturende Z Q494 eingeben
Der Zyklus ermöglicht beim Fräsen auch Bearbeitungen
mit mehreren Schnitten.
Beachten Sie, dass beim Fräsen die
Vorschubgeschwindigkeit der Angabe im Q440
(Schnittgeschwindigkeit) entspricht. Die Einheit der
Schnittgeschwindigkeit ist Meter pro Minute.