Wirkung – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 282
282
Zyklen: Koordinaten-Umrechnungen
11
.3
NULLPUNKT
-V
ersc
hiebung
mit
Nullpunkt-T
abellen
(Zyklus
7,
DIN/ISO:
G53)
11.3 NULLPUNKT-Verschiebung
mit Nullpunkt-Tabellen
(Zyklus 7, DIN/ISO: G53)
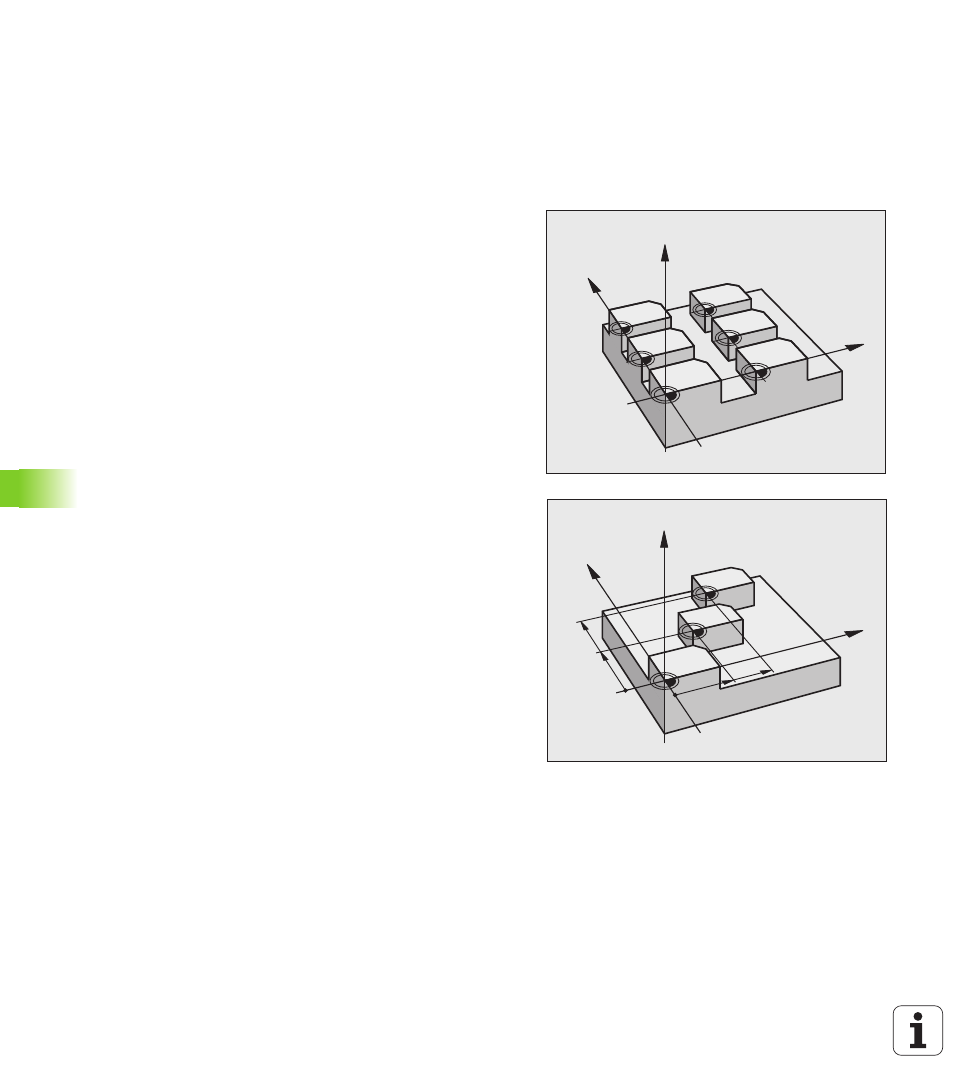
Wirkung
Nullpunkt-Tabellen setzen Sie z.B. ein bei
häufig wiederkehrenden Bearbeitungsgängen an verschiedenen
Werkstück-Positionen oder
häufiger Verwendung derselben Nullpunktverschiebung
Innerhalb eines Programms können Sie Nullpunkte sowohl direkt in
der Zyklus-Definition programmieren als auch aus einer Nullpunkt-
Tabelle heraus aufrufen.
Rücksetzen
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen
Verschiebung zu den Koordinaten X=0; Y=0 etc. direkt mit einer
Zyklus-Definition aufrufen
Funktion TRANS DATUM RESET verwenden
Grafik
Wenn Sie nach einer Nullpunkt-Verschiebung eine neue BLK FORM
programmieren, können Sie über den Maschinen-Parameter 7310
entscheiden, ob sich die BLK FORM auf den neuen oder alten Nullpunkt
beziehen soll. Bei der Bearbeitung mehrerer Teile kann die TNC
dadurch jedes Teil einzeln grafisch darstellen.
Status-Anzeigen
In der zusätzlichen Status-Anzeige werden folgende Daten aus der
Nullpunkt-Tabelle angezeigt:
Name und Pfad der aktiven Nullpunkt-Tabelle
Aktive Nullpunkt-Nummer
Kommentar aus der Spalte DOC der aktiven Nullpunkt-Nummer
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2