5 toleranz (zyklus 32, din/iso: g62), Zyklusfunktion, Seite 315 – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 315
HEIDENHAIN iTNC 530
315
12.5
TO
LERANZ
(Zyklus
32,
DIN/ISO:
G62)
12.5 TOLERANZ (Zyklus 32,
DIN/ISO: G62)
Zyklusfunktion
Durch die Angaben im Zyklus 32 können Sie das Ergebnis bei der HSC-
Bearbeitung hinsichtlich Genauigkeit, Oberflächengüte und
Geschwindigkeit beeinflussen, sofern die TNC an die
maschinenspezifischen Eigenschaften angepasst wurde.
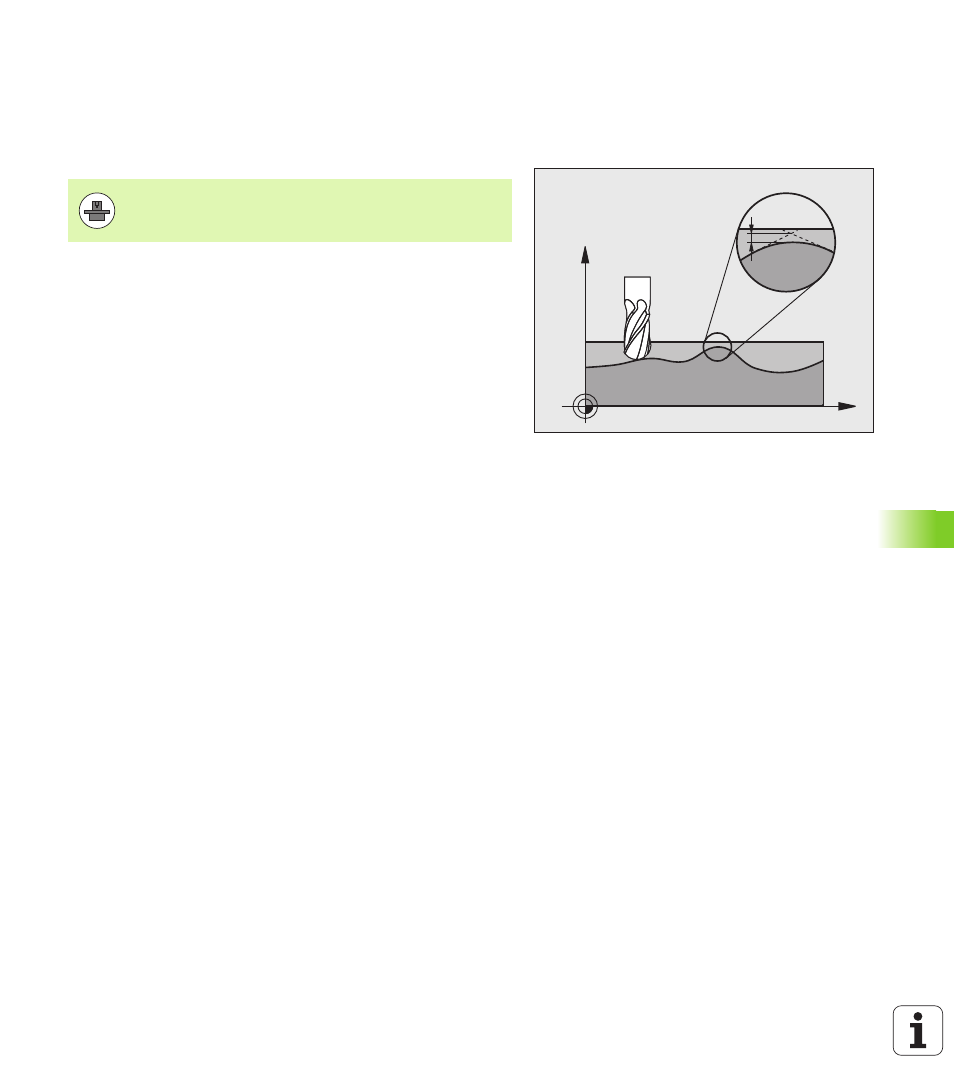
Die TNC glättet automatisch die Kontur zwischen beliebigen
(unkorrigierten oder korrigierten) Konturelementen. Dadurch verfährt
das Werkzeug kontinuierlich auf der Werkstück-Oberfläche und
schont dabei die Maschinenmechanik. Zusäztlich wirkt die im Zyklus
definierte Toleranz auch bei Verfahrbewegungen auf Kreisbögen.
Falls erforderlich, reduziert die TNC den programmierten Vorschub
automatisch, so dass das Programm immer „ruckelfrei“ mit der
schnellstmöglichen Geschwindigkeit von der TNC abgearbeitet wird.
Auch wenn die TNC mit nicht reduzierter Geschwindigkeit
verfährt, wird die von Ihnen definierte Toleranz grundsätzlich
immer eingehalten
. Je größer Sie die Toleranz definieren, desto
schneller kann die TNC verfahren.
Durch das Glätten der Kontur entsteht eine Abweichung. Die Größe
dieser Konturabweichung (Toleranzwert) ist in einem Maschinen-
Parameter von Ihrem Maschinenhersteller festgelegt. Mit dem Zyklus
32
können Sie den voreingestellten Toleranzwert verändern.
X
Z
T
Maschine und TNC müssen vom Maschinenhersteller
vorbereitet sein. Der Zyklus kann gesperrt sein.