Zyklusparameter, Rücksetzen, Zyklusparameter rücksetzen – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 299
HEIDENHAIN iTNC 530
299
11
.9 BEARBEITUNGSEBENE (Zyklus 1
9, DIN/ISO:
G80, Sof
tw
ar
e-Option 1)
Zyklusparameter
Drehachse und -winkel?
: Drehachse mit zugehörigem
Drehwinkel eingeben; die Drehachsen A, B und C
über Softkeys programmieren. Eingabe-Bereich
-360,000 bis 360,000
Wenn die TNC die Drehachsen automatisch positioniert, dann können
Sie noch folgende Parameter eingeben
Vorschub? F=
: Verfahrgeschwindigkeit der Drehachse
beim automatischen Positionieren. Eingabe-Bereich 0
bis 99999,999
Sicherheits-Abstand?
(inkremental): Die TNC
positioniert den Schwenkkopf so, dass die Position,
die sich aus der Verlängerung des Werkzeugs um den
Sicherheits-Abstand, sich relativ zum Werkstück nicht
ändert. Eingabe-Bereich 0 bis 99999,9999
Rücksetzen
Um die Schwenkwinkel rückzusetzen, Zyklus BEARBEITUNGSEBENE
erneut definieren und für alle Drehachsen 0° eingeben. Anschließend
Zyklus BEARBEITUNGSEBENE nochmal definieren, und die
Dialogfrage mit der Taste NO ENT bestätigen. Dadurch setzen Sie die
Funktion inaktiv.
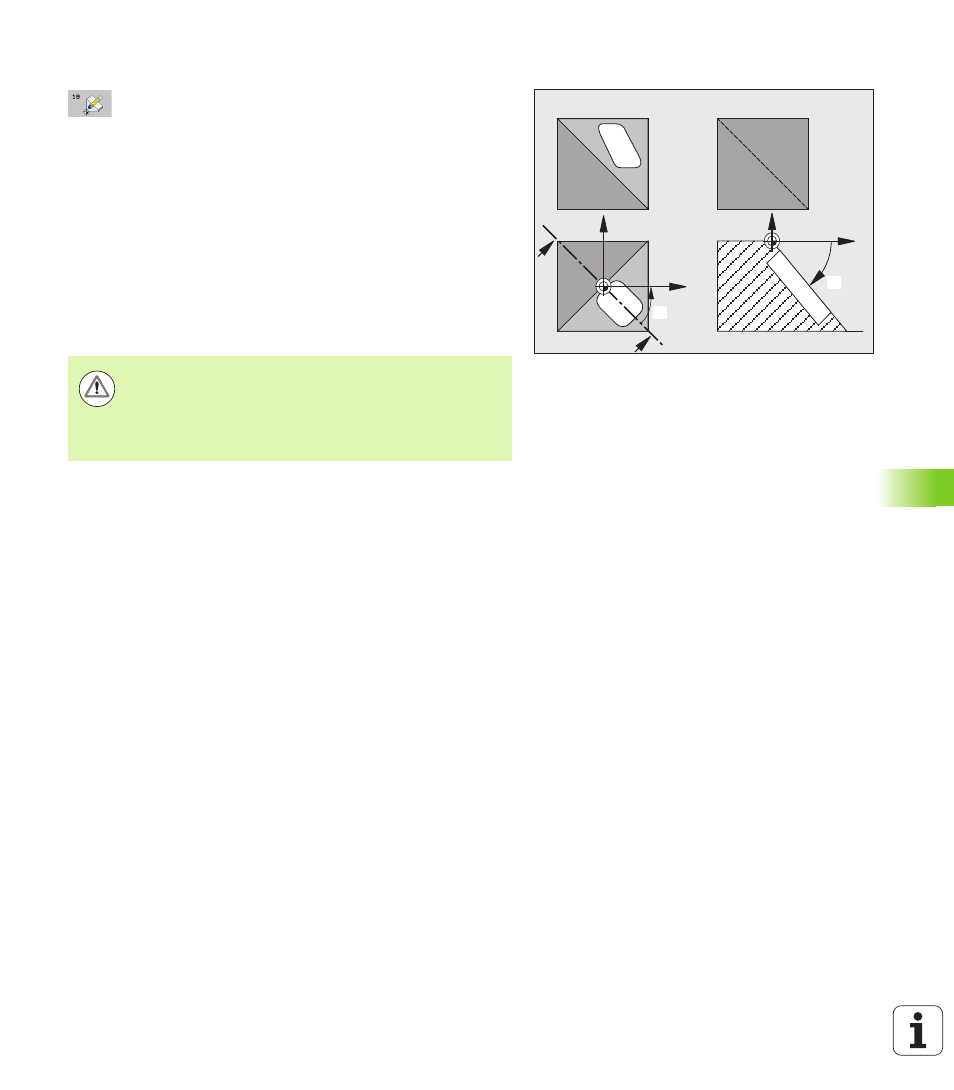
Z
S
S
S-S
X
B
Y
X
C
Achtung Kollisionsgefahr!
Beachten Sie, dass sich der Sicherheits-Abstand beim
Zyklus 19 nicht auf die Oberkante des Werkstücks bezieht
(wie dies bei den Bearbeitungszyklen der Fall ist), sondern
auf den aktiven Bezugspunkt!