Zyklusparameter – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 324
324
Zyklen: Sonderfunktionen
12.7
INTERPOLA
TIONSDREHEN
(Sof
tw
ar
e-Option,
Zyklus
290,
DIN/ISO:
G290)
Zyklusparameter
Sicherheits-Abstand
Q200 (inkremental):
Verlängerungsdistanz der definierten Kontur beim An-
und Abfahren. Eingabebereich 0 bis 99999,9999
alternativ PREDEF
Sichere Höhe
Q445 (absolut): Absolute Höhe, in der
keine Kollision zwischen Werkzeug und Werkstück
erfolgen kann; Werkzeug-Rückzugposition am Zyklus-
Ende. Eingabebereich -99999,9999 bis 99999,9999
Winkel für Spindel-Orientierung
Q336 (absolut):
Winkel, um die Schneide auf die 0°-Position der
Spindel auszurichten. Eingabebereich -360,0000 bis
360,0000
Schnittgeschwindigkeit [m/min]
Q440:
Schnittgeschwindigkeit des Werkzeugs in m/min.
Eingabebereich 0 bis 99,999
Zustellung pro Umdrehung [mm/U]
Q441: Vorschub,
den das Werkzeug pro Umdrehung ausführt.
Eingabebereich 0 bis 99,999
Startwinkel Ebene XY
Q442: Startwinkel in der XY-
Ebene. Eingabebereich 0 bis 359,999
Bearbeitungs-Richtung (-1/+1)
Q443:
Bearbeitung im Uhrzeigersinn: Eingabe = -1
Bearbeitung im Gegenuhrzeigersinn: Eingabe = +1
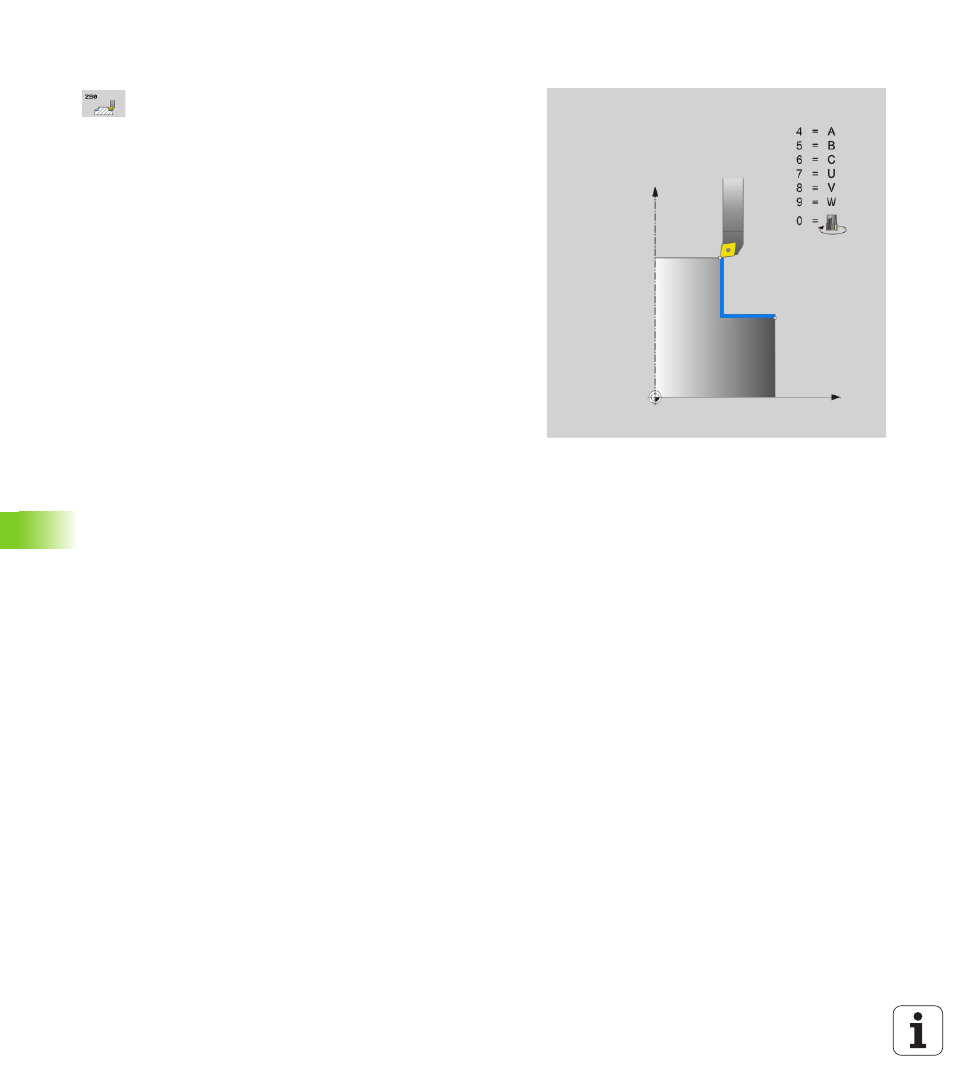
Interpolierende Achse (4...9)
Q444:
Achsbezeichnung der interpolierenden Achse.
A-Achse ist interpolierende Achse: Eingabe = 4
B-Achse ist interpolierende Achse: Eingabe = 5
C-Achse ist interpolierende Achse: Eingabe = 6
U-Achse ist interpolierende Achse: Eingabe = 7
V-Achse ist interpolierende Achse: Eingabe = 8
W-Achse ist interpolierende Achse: Eingabe = 9
Kontur fräsen: Eingabe = 0