Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 394
394
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.1
0
BEZUGSPUNKT
LO
CHKREIS-MIT
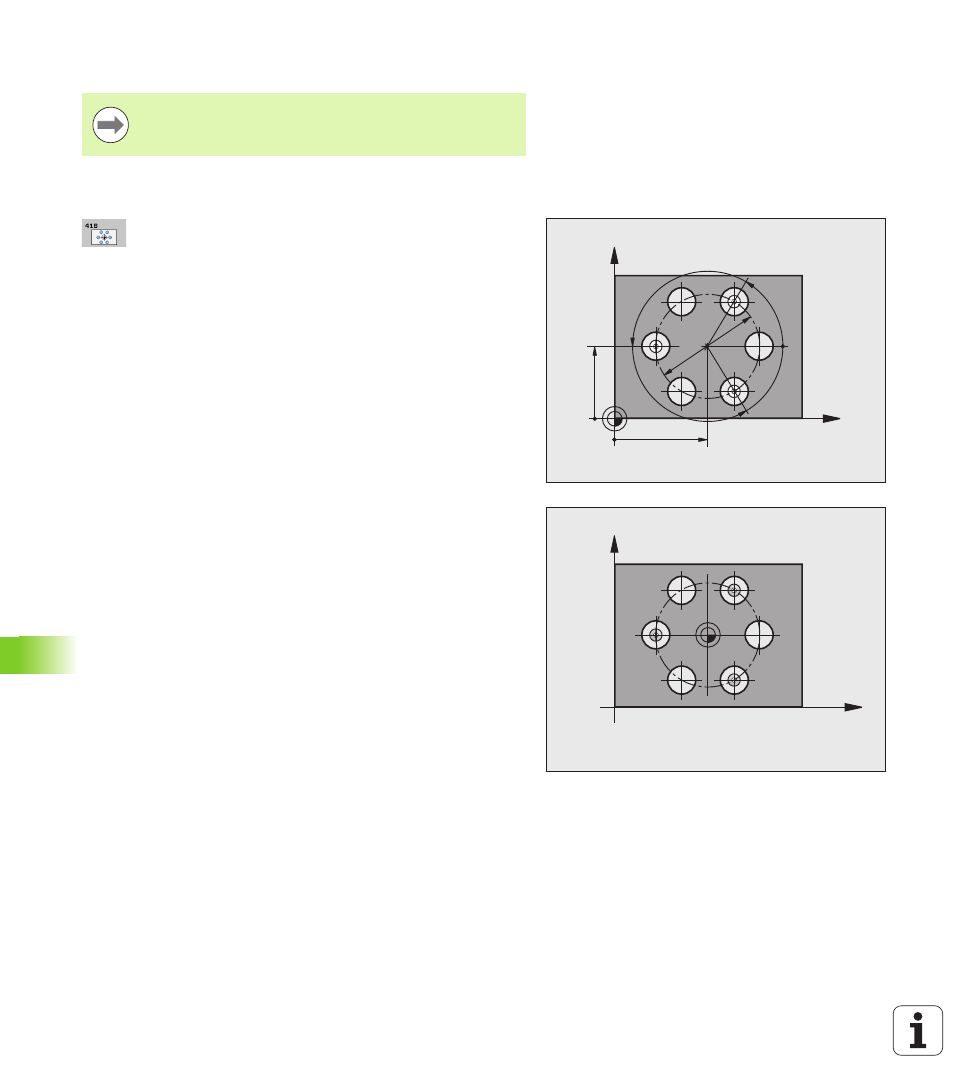
TE (Zyklus 416, DIN/ISO:
G416)
Beim Programmieren beachten!
Zyklusparameter
Mitte 1. Achse
Q273 (absolut): Lochkreis-Mitte
(Sollwert) in der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse
Q274 (absolut): Lochkreis-Mitte
(Sollwert) in der Nebenachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Soll-Durchmesser
Q262: Ungefähren Lochkreis-
Durchmesser eingeben. Je kleiner der
Bohrungsdurchmesser ist, desto genauer müssen
Sie den Soll-Durchmesser angeben. Eingabebereich 0
bis 99999,9999
Winkel 1. Bohrung
Q291 (absolut): Polarkoordinaten-
Winkel des ersten Bohrungs-Mittelpunktes in der
Bearbeitungsebene. Eingabebereich -360,0000 bis
360,0000
Winkel 2. Bohrung
Q292 (absolut): Polarkoordinaten-
Winkel des zweiten Bohrungs-Mittelpunktes in der
Bearbeitungsebene. Eingabebereich -360,0000 bis
360,0000
Winkel 3. Bohrung
Q293 (absolut): Polarkoordinaten-
Winkel des dritten Bohrungs-Mittelpunktes in der
Bearbeitungsebene. Eingabebereich -360,0000 bis
360,0000
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen
soll. Eingabebereich -99999,9999 bis 99999,9999
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann. Eingabebereich -99999,9999 bis 99999,9999
alternativ PREDEF
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
X
Y
Q274
Q273
Q262
Q291
Q293
Q292
X
Y