2 bearbeitung mit parallelachsen u, v und w, Übersicht, Seite 351 – HEIDENHAIN TNC 640 (34059x-01) Benutzerhandbuch
Seite 351
HEIDENHAIN TNC 640
351
1
0
.2 Bearbeit
ung mit P
a
ra
llelac
hsen U
, V und W
10.2 Bearbeitung mit
Parallelachsen U, V und W
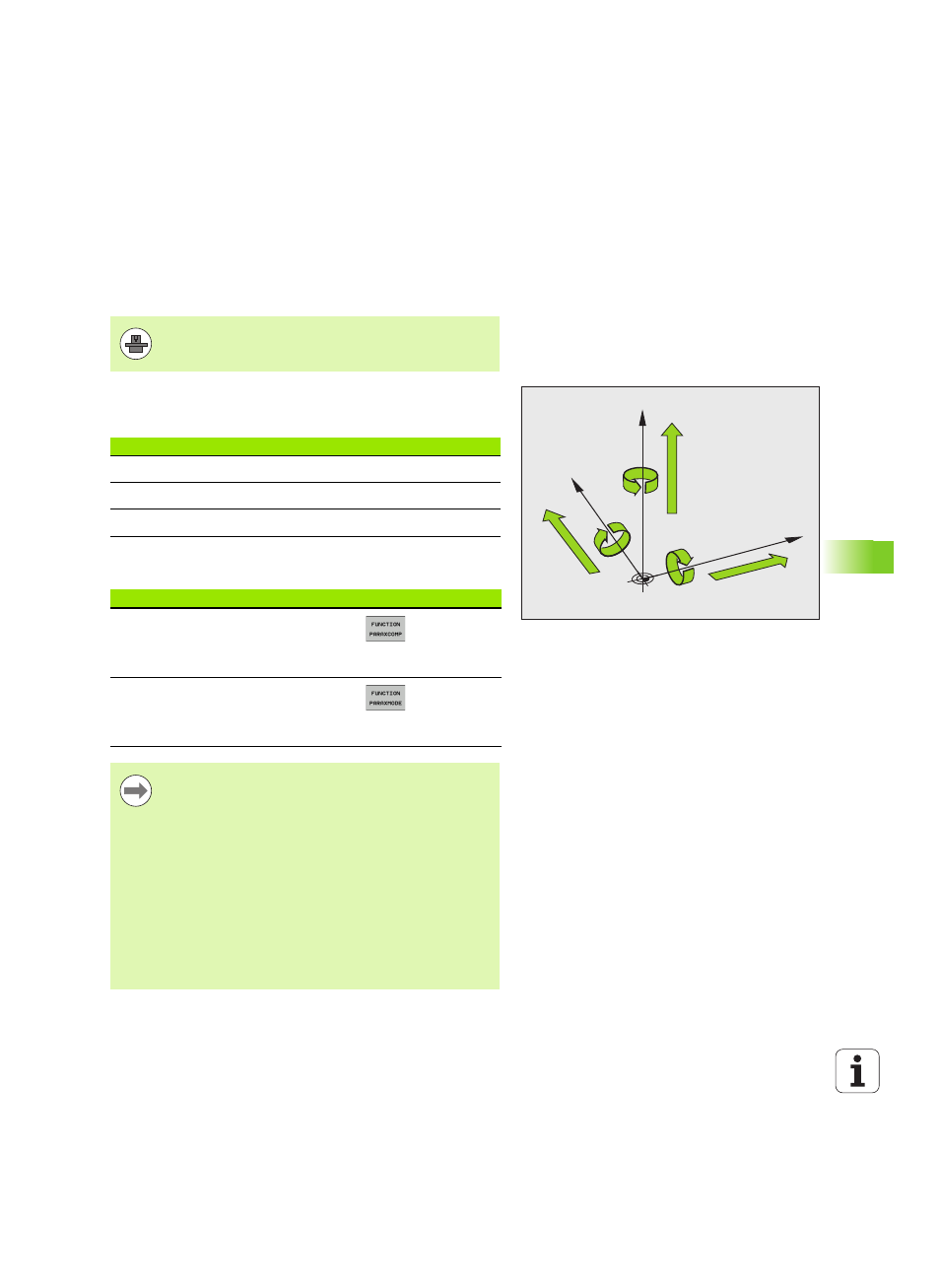
Übersicht
Neben den Hauptachsen X, Y und Z gibt es parallel laufende
Zusatzachsen U, V und W. Hauptachsen und Parallelachsen sind
einander fest zugeordnet:
Die TNC stellt für das Bearbeiten mit Parallelachsen U, V und W
folgende Funktionen zur Verfügung:
Ihre Maschine muss vom Maschinenhersteller konfiguriert
sein, wenn Sie die Parallelachsfunktionen nutzen wollen.
W+
C+
B+
V+
A+
U+
Y
X
Z
Hauptachse
Parallelachse
Rundachse
X
U
A
Y
V
B
Z
W
C
Funktion
Bedeutung
Softkey
Seite
PARAXCOMP
Definieren, wie sich die
TNC beim Positionieren
von Parallelachsen
verhalten soll
PARAXMODE
Definieren, mit welchen
Achsen die TNC die
Bearbeitung durchführen
soll
Nach dem Hochlauf der TNC ist grundsätzlich die
Standardkonfiguration wirksam.
Die TNC setzt Parallelachsfunktionen mit folgenden
Funktionen zurück:
Anwahl eines Programmes
Programm-Ende
M2 bzw. M30
Programm-Abbruch (PARAXCOMP bleibt aktiv)
PARAXCOMP OFF
bzw. PARAXMODE OFF
Vor einem Wechsel der Maschinen-Kinematik müssen Sie
die Parallelachs-Funktionen deaktivieren.