Einführung – HEIDENHAIN TNC 640 (34059x-01) Benutzerhandbuch
Seite 466
466
Handbetrieb und Einrichten
14.7 W
e
rk
stüc
k-Sc
hieflag
e
mit 3D-T
astsyst
e
m k
o
mpensier
en
14.7 Werkstück-Schieflage mit 3D-
Tastsystem kompensieren
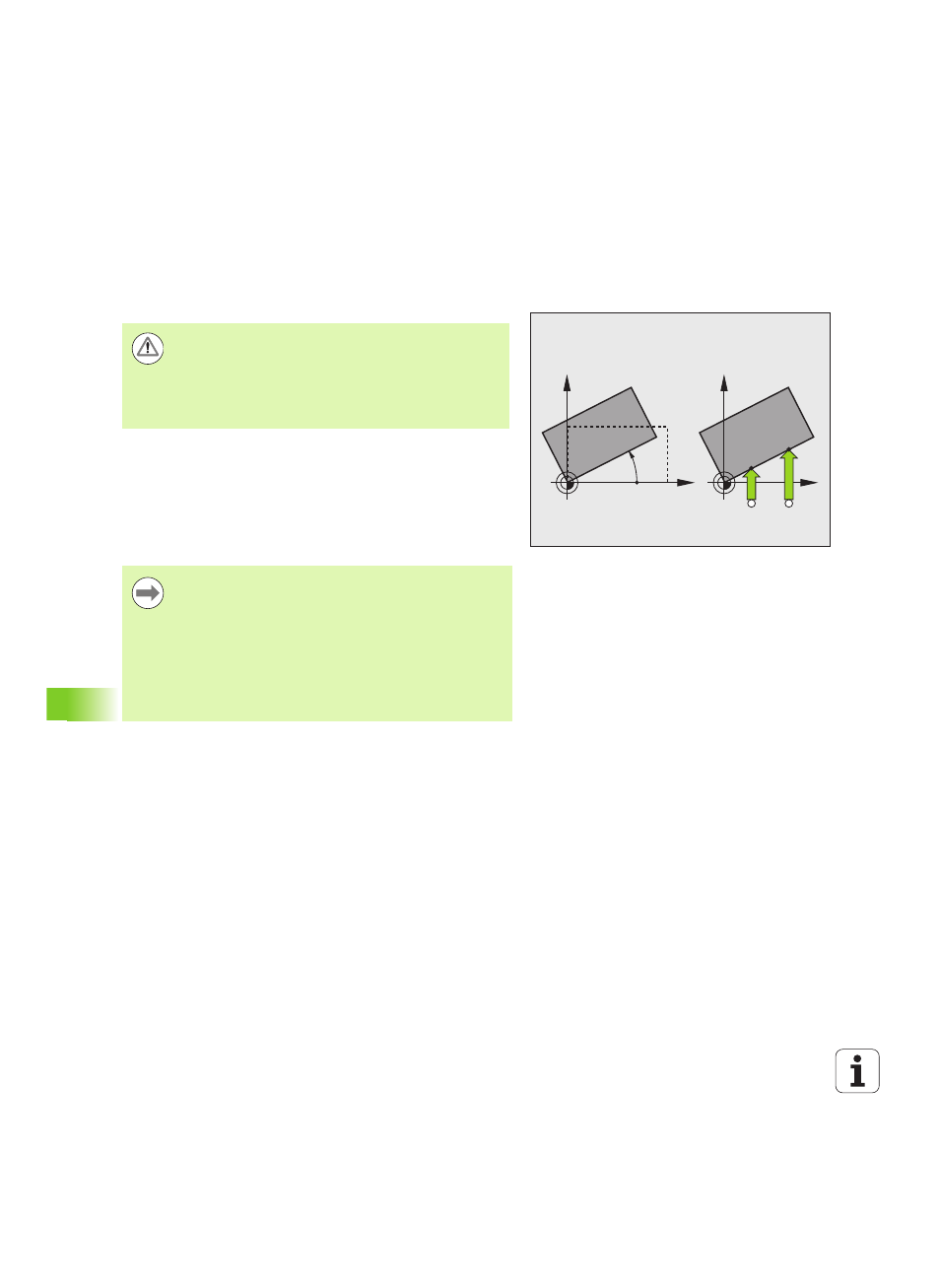
Einführung
Eine schiefe Werkstück-Aufspannung kompensiert die TNC
rechnerisch durch eine „Grunddrehung“.
Dazu setzt die TNC den Drehwinkel auf den Winkel, den eine
Werkstückfläche mit der Winkelbezugsachse der Bearbeitungsebene
einschließen soll. Siehe Bild rechts.
Die TNC speichert die Grunddrehung, abhängig von der Werkzeug-
Achse, in den Spalten SPA, SPB oder SPC der Preset-Tabelle.
X
Y
PA
X
Y
A
B
HEIDENHAIN übernimmt die Gewährleistung für die
Funktion der Antastzyklen nur dann, wenn HEIDENHAIN-
Tastsysteme eingesetzt werden.
Falls Sie Antastfunktionen in der geschwenkten
Bearbeitungsebene nutzen, müssen Sie 3D-ROT für die
Betriebsarten Manuell und Automatik auf Aktiv setzen.
Antastrichtung zum Messen der Werkstück-Schieflage
immer senkrecht zur Winkelbezugsachse wählen.
Damit die Grunddrehung im Programmlauf richtig
verrechnet wird, müssen Sie im ersten Verfahrsatz beide
Koordinaten der Bearbeitungsebene programmieren.
Eine Grunddrehung können Sie auch in Kombination mit
der PLANE-Funktion verwenden, Sie müssen in diesem
Fall zuerst die Grunddrehung und dann die PLANE-
Funktion aktivieren.