2 pr ogr amme eröf fnen und eing eben – HEIDENHAIN TNC 640 (34059x-01) Benutzerhandbuch
Seite 89
HEIDENHAIN TNC 640
89
3.2 Pr
ogr
amme eröf
fnen und eing
eben
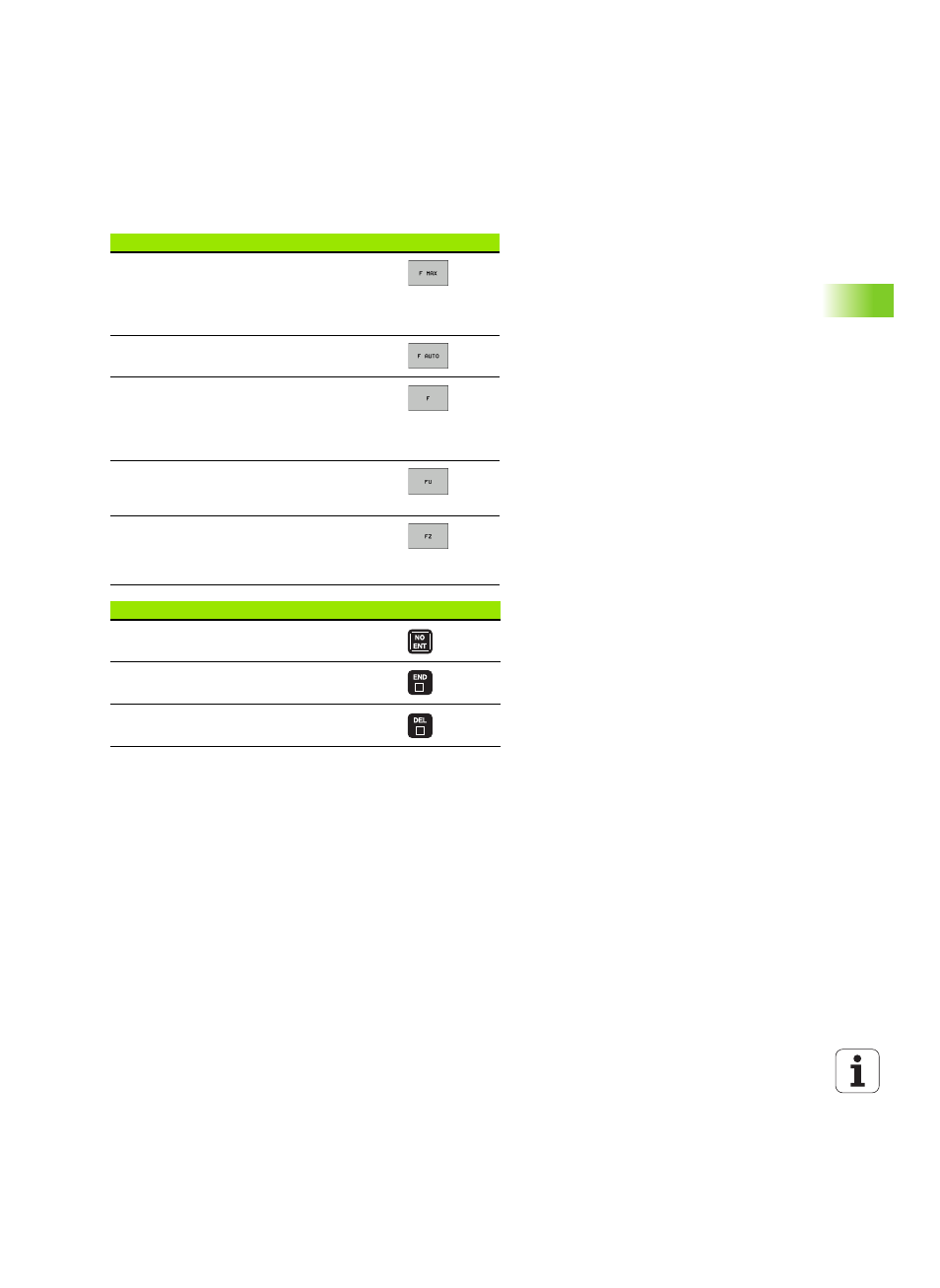
Mögliche Vorschubeingaben
Funktionen zur Vorschubfestlegung
Softkey
Im Eilgang verfahren, satzweise wirksam.
Ausnahme: Wenn vor APPR-Satz definiert, dann
wirkt FMAX auch zum Anfahren des Hilfspunktes
(siehe „Wichtige Positionen beim An- und
Wegfahren” auf Seite 189)
Mit automatisch berechnetem Vorschub aus
dem TOOL CALL-Satz verfahren
Mit programmiertem Vorschub (Einheit mm/min
bzw. 1/10 inch/min) verfahren. Bei Drehachsen
interpretiert die TNC den Vorschub in Grad/min,
unabhängig davon, ob das Programm in mm oder
inch geschrieben ist
Umdrehungsvorschub definieren (Einheit mm/U
bzw. inch/U). Achtung: in Inch-Programmen FU
nicht mit M136 kombinierbar
Zahnvorschub definieren (Einheit mm/Zahn bzw.
inch/Zahn). Anzahl der Zähne muss in der
Werkzeug-Tabelle in der Spalte CUT. definiert
sein
Funktionen zur Dialogführung
Taste
Dialogfrage übergehen
Dialog vorzeitig beenden
Dialog abbrechen und löschen