3 k ont ur anf a hr en und v e rl assen – HEIDENHAIN TNC 320 (340 551-02) Benutzerhandbuch
Seite 125
HEIDENHAIN TNC 320
125
6.3 K
ont
ur anf
a
hr
en und v
e
rl
assen
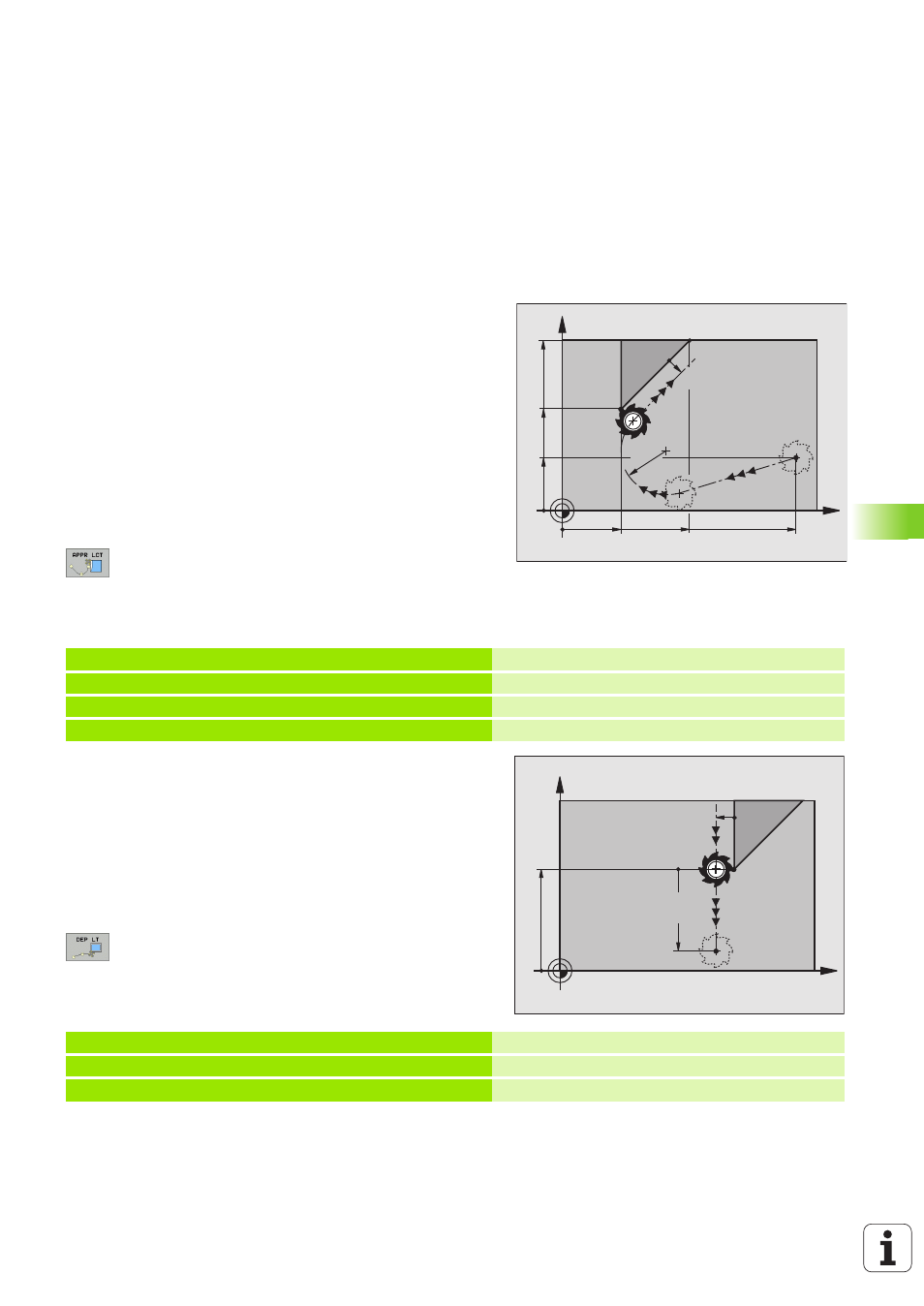
Anfahren auf einer Kreisbahn mit tangentialem
Anschluss an die Kontur und Geradenstück:
APPR LCT
Die TNC fährt das Werkzeug auf einer Geraden vom Startpunkt P
S
auf
einen Hilfspunkt P
H
. Von dort aus fährt es auf einer Kreisbahn den
ersten Konturpunkt P
A
an. Der im APPR-Satz programmierte Vorschub
ist wirksam.
Die Kreisbahn schließt sowohl an die Gerade P
S
– P
H
als auch an das
erste Konturelement tangential an. Damit ist sie durch den Radius R
eindeutig festgelegt.
8
Beliebige Bahnfunktion: Startpunkt P
S
anfahren
8
Dialog mit Taste APPR/DEP und Softkey APPR LCT eröffnen:
8
Koordinaten des ersten Konturpunkts P
A
8
Radius R der Kreisbahn. R positiv angeben
8
Radiuskorrektur RR/RL für die Bearbeitung
NC-Beispielsätze
Wegfahren auf einer Geraden mit tangentialem
Anschluss: DEP LT
Die TNC fährt das Werkzeug auf einer Geraden vom letzten Kontur-
punkt P
E
zum Endpunkt P
N
. Die Gerade liegt in der Verlängerung des
letzten Konturelements. P
N
befindet sich im Abstand LEN von P
E
.
8
Letztes Konturelement mit Endpunkt P
E
und Radiuskorrektur pro-
grammieren
8
Dialog mit Taste APPR/DEP und Softkey DEP LT eröffnen:
8
LEN: Abstand des Endpunkts P
N
vom letzten Kontur-
element P
E
eingeben
NC-Beispielsätze
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 RO FMAX M3
P
S
ohne Radiuskorrektur anfahren
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
P
A
mit Radiuskorr. RR, Radius R=10
9 L X+20 Y+35
Endpunkt erstes Konturelement
10 L ...
Nächstes Konturelement
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Letztes Konturelement: P
E
mit Radiuskorrektur
24 DEP LT LEN12.5 F100
Um LEN=12,5 mm wegfahren
25 L Z+100 FMAX M2
Z freifahren, Rücksprung, Programm-Ende