Offene konturecken vollständig bearbeiten: m98, 4 zusatz-f u nktionen für das bahn v e rh alt e n – HEIDENHAIN TNC 320 (340 551-02) Benutzerhandbuch
Seite 171
HEIDENHAIN TNC 320
171
7.
4 Zusatz-F
u
nktionen für das Bahn
v
e
rh
alt
e
n
Offene Konturecken vollständig bearbeiten: M98
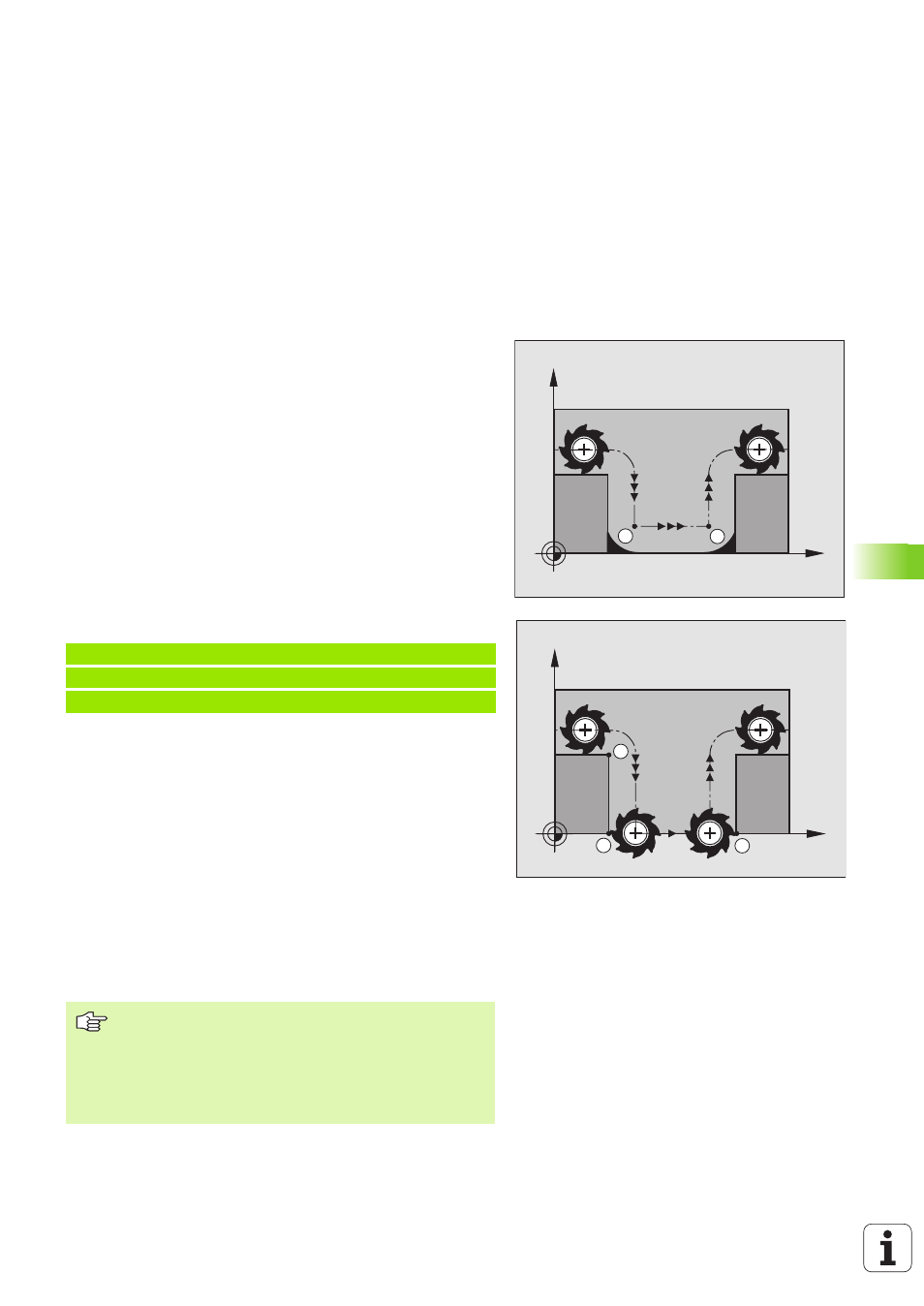
Standardverhalten
Die TNC ermittelt an Innenecken den Schnittpunkt der Fräserbahnen
und fährt das Werkzeug ab diesem Punkt in die neue Richtung.
Wenn die Kontur an den Ecken offen ist, dann führt das zu einer unvoll-
ständigen Bearbeitung:
Verhalten mit M98
Mit der Zusatz-Funktion M98 fährt die TNC das Werkzeug so weit,
dass jeder Konturpunkt tatsächlich bearbeitet wird:
Wirkung
M98 wirkt nur in den Programmsätzen, in denen M98 programmiert
ist.
M98 wird wirksam am Satz-Ende.
NC-Beispielsätze
Nacheinander Konturpunkte 10, 11 und 12 anfahren:
Vorschubgeschwindigkeit bei Kreisbögen:
M109/M110/M111
Standardverhalten
Die TNC bezieht die programmierte Vorschubgeschwindigkeit auf die
Werkzeug-Mittelpunktsbahn.
Verhalten bei Kreisbögen mit M109
Die TNC hält bei Innen- und Außenbearbeitungen den Vorschub von
Kreisbögen an der Werkzeug-Schneide konstant.
Verhalten bei Kreisbögen mit M110
Die TNC hält den Vorschub bei Kreisbögen ausschließlich bei einer
Innenbearbeitung konstant. Bei einer Außenbearbeitung von Kreisbö-
gen wirkt keine Vorschub-Anpassung.
Wirkung
M109 und M110 werden wirksam am Satz-Anfang.
M109 und M110 setzen Sie mit M111 zurück.
10 L X... Y... RL F
11 L X... IY... M98
12 L IX+ ...
X
Y
S
S
X
Y
11
12
10
M110 wirkt auch bei der Innenbearbeitung von Kreisbö-
gen mit Konturzyklen. Wenn Sie M109 bzw. M110 vor
dem Aufruf eines Bearbeitungszyklus definieren, wirkt die
Vorschub-Anpassung auch bei Kreisbögen innerhalb von
Bearbeitungszyklen. Am Ende oder nach Abbruch eines
Bearbeitungszyklus wird der Ausgangszustand wieder
hergestellt.