Kontur-zug (zyklus 25), Seite 273, 5 sl -zyklen – HEIDENHAIN TNC 320 (340 551-02) Benutzerhandbuch
Seite 273
HEIDENHAIN TNC 320
273
8.5 SL
-Zyklen
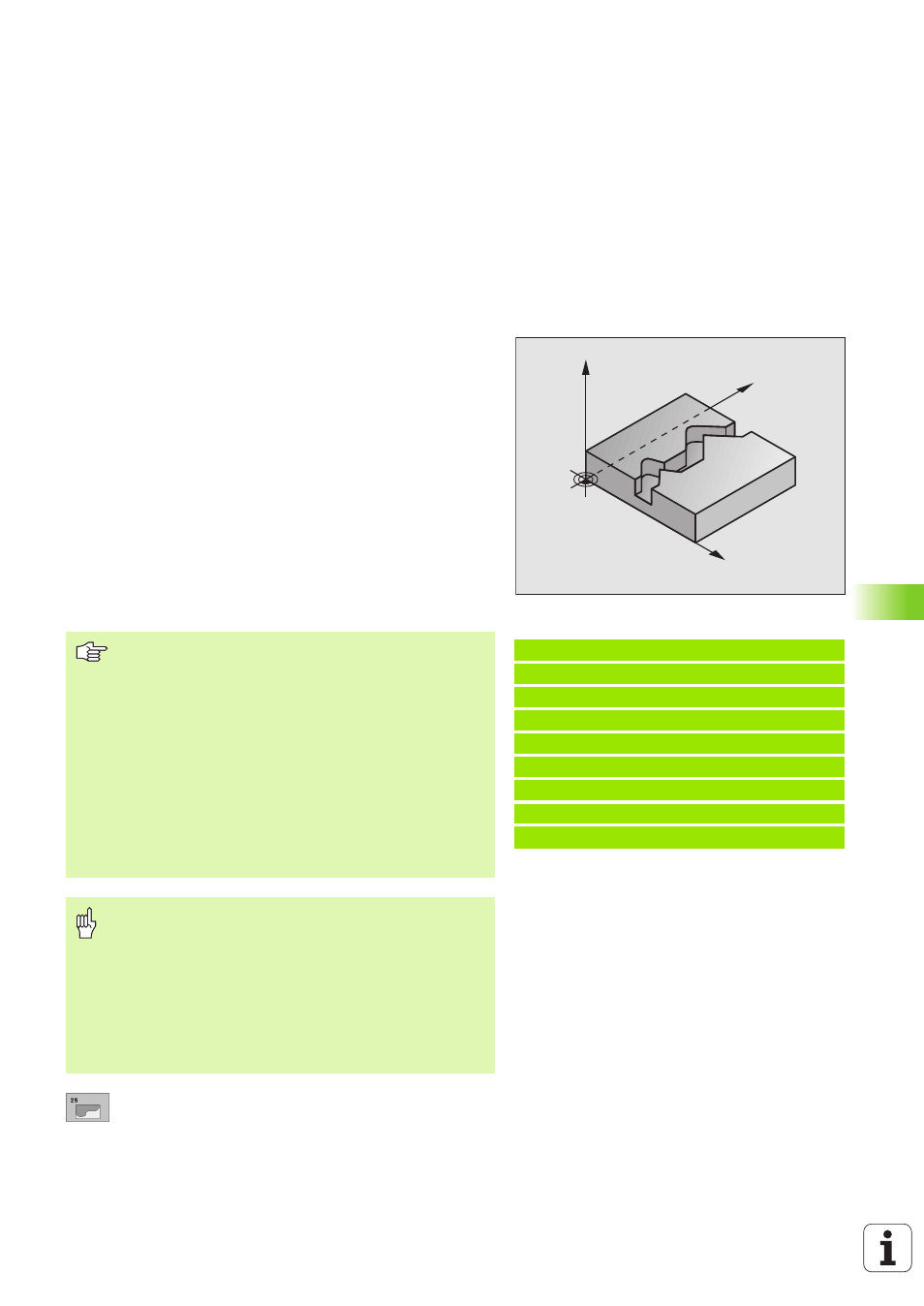
KONTUR-ZUG (Zyklus 25)
Mit diesem Zyklus lassen sich zusammen mit Zyklus 14 KONTUR -
„offene“ Konturen bearbeiten: Konturbeginn und -ende fallen nicht
zusammen.
Der Zyklus 25 KONTUR-ZUG bietet gegenüber der Bearbeitung einer
offenen Kontur mit Positioniersätzen erhebliche Vorteile:
Die TNC überwacht die Bearbeitung auf Hinterschneidungen und
Konturverletzungen. Kontur mit der Test-Grafik überprüfen
Ist der Werkzeug-Radius zu groß, so muss die Kontur an Innenecken
eventuell nachbearbeitet werden
Die Bearbeitung lässt sich durchgehend im Gleich- oder Gegenlauf
ausführen. Die Fräsart bleibt sogar erhalten, wenn Konturen gespie-
gelt werden
Bei mehreren Zustellungen kann die TNC das Werkzeug hin und her
verfahren: Dadurch verringert sich die Bearbeitungszeit
Sie können Aufmaße eingeben, um in mehreren Arbeitsgängen zu
schruppen und zu schlichten
8
Frästiefe
Q1 (inkremental): Abstand zwischen Werk-
stück-Oberfläche und Konturgrund
8
Schlichtaufmaß Seite
Q3 (inkremental): Schlichtauf-
maß in der Bearbeitungsebene
Beispiel: NC-Sätze
62 CYCL DEF 25 KONTUR-ZUG
Q1=-20
;FRAESTIEFE
Q3=+0
;AUFMASS SEITE
Q5=+0
;KOOR. OBERFLAECHE
Q7=+50
;SICHERE HOEHE
Q10=+5
;ZUSTELL-TIEFE
Q11=100
;VORSCHUB TIEFENZ.
Q12=350
;VORSCHUB FRAESEN
Q15=-1
;FRAESART
Y
X
Z
Beachten Sie vor dem Programmieren
Das Vorzeichen des Zyklusparameters Tiefe legt die
Arbeitsrichtung fest.
Die TNC berücksichtigt nur das erste Label aus Zyklus 14
KONTUR.
Der Speicher für den Zyklus ist begrenzt. Sie können in
einem Zyklus maximal 1000 Konturelemente programmie-
ren.
Zyklus 20 KONTUR-DATEN wird nicht benötigt.
Direkt nach Zyklus 25 programmierte Positionen im Ket-
tenmaß beziehen sich auf die Position des Werkzeugs am
Zyklus-Ende.
Achtung Kollisionsgefahr!
Um mögliche Kollisionen zu vermeiden:
Direkt nach Zyklus 25 keine Kettenmaße programmie-
ren, da sich Kettenmaße auf die Position des Werkzeugs
am Zyklus-Ende beziehen
In allen Hauptachsen eine definierte (absolute) Position
anfahren, da die Position des Werkzeugs am Zyklu-
sende nicht mit der Position am Zyklusanfang überein-
stimmt.