Punktemuster auf linien (zyklus 221) – HEIDENHAIN TNC 320 (340 551-02) Benutzerhandbuch
Seite 257
HEIDENHAIN TNC 320
257
8.4 Z
y
klen zu
m Herst
e
llen
v
o
n Pun
kt
em
ust
e
rn
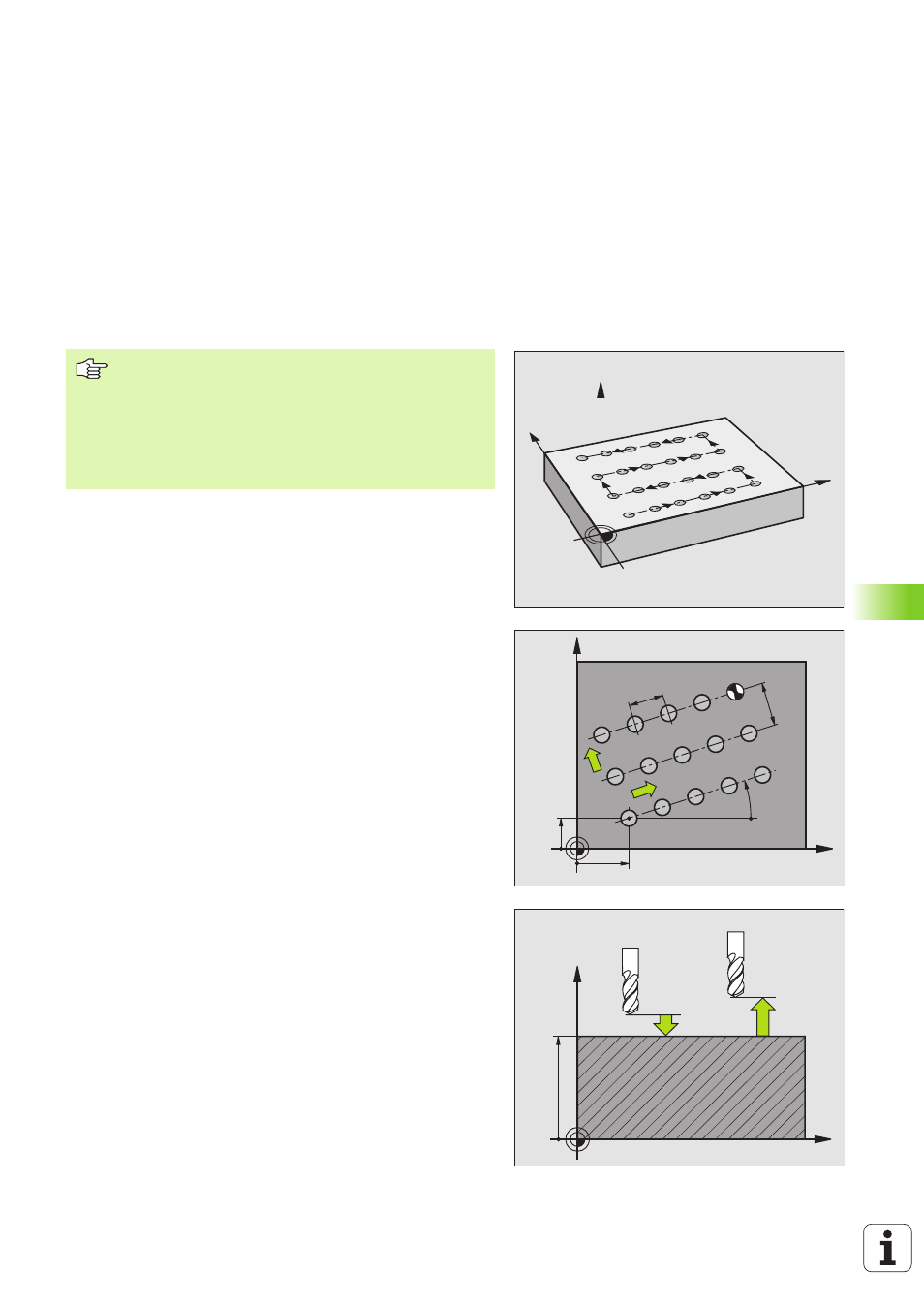
PUNKTEMUSTER AUF LINIEN (Zyklus 221)
1
Die TNC positioniert das Werkzeug automatisch von der aktuellen
Position zum Startpunkt der ersten Bearbeitung
Reihenfolge:
2. Sicherheits-Abstand anfahren (Spindelachse)
Startpunkt in der Bearbeitungsebene anfahren
Auf Sicherheits-Abstand über Werkstück-Oberfläche fahren
(Spindelachse)
2
Ab dieser Position führt die TNC den zuletzt definierten Bearbei-
tungszyklus aus
3
Anschließend positioniert die TNC das Werkzeug in positiver Rich-
tung der Hauptachse auf den Startpunkt der nächsten Bearbei-
tung; das Werkzeug steht dabei auf Sicherheits-Abstand (oder
2. Sicherheits-Abstand)
4
Dieser Vorgang (1 bis 3) wiederholt sich, bis alle Bearbeitungen auf
der ersten Zeile ausgeführt sind; das Werkzeug steht am letzten
Punkt der ersten Zeile
5
Danach fährt die TNC das Werkzeug zum letzten Punkt der zwei-
ten Zeile und führt dort die Bearbeitung durch
6
Von dort aus positioniert die TNC das Werkzeug in negativer Rich-
tung der Hauptachse auf den Startpunkt der nächsten Bearbeitung
7
Dieser Vorgang (6) wiederholt sich, bis alle Bearbeitungen der
zweiten Zeile ausgeführt sind
8
Anschließend fährt die TNC das Werkzeug auf den Startpunkt der
nächsten Zeile
9
In einer Pendelbewegung werden alle weiteren Zeilen abgearbei-
tet
X
Y
Z
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204
Beachten Sie vor dem Programmieren
Zyklus 221 ist DEF-Aktiv, das heißt, Zyklus 221 ruft auto-
matisch den zuletzt definierten Bearbeitungszyklus auf.
Wenn Sie einen der Bearbeitungszyklen 200 bis 209, 212
bis 215, 265 bis 267 mit Zyklus 221 kombinieren, wirken
der Sicherheits-Abstand, die Werkstück-Oberfläche und
der 2. Sicherheits-Abstand aus Zyklus 221.