1 mit zyklen arbeit en – HEIDENHAIN TNC 320 (340 551-02) Benutzerhandbuch
Seite 184
184
8 Programmieren: Zyklen
8.1 Mit Zyklen arbeit
en
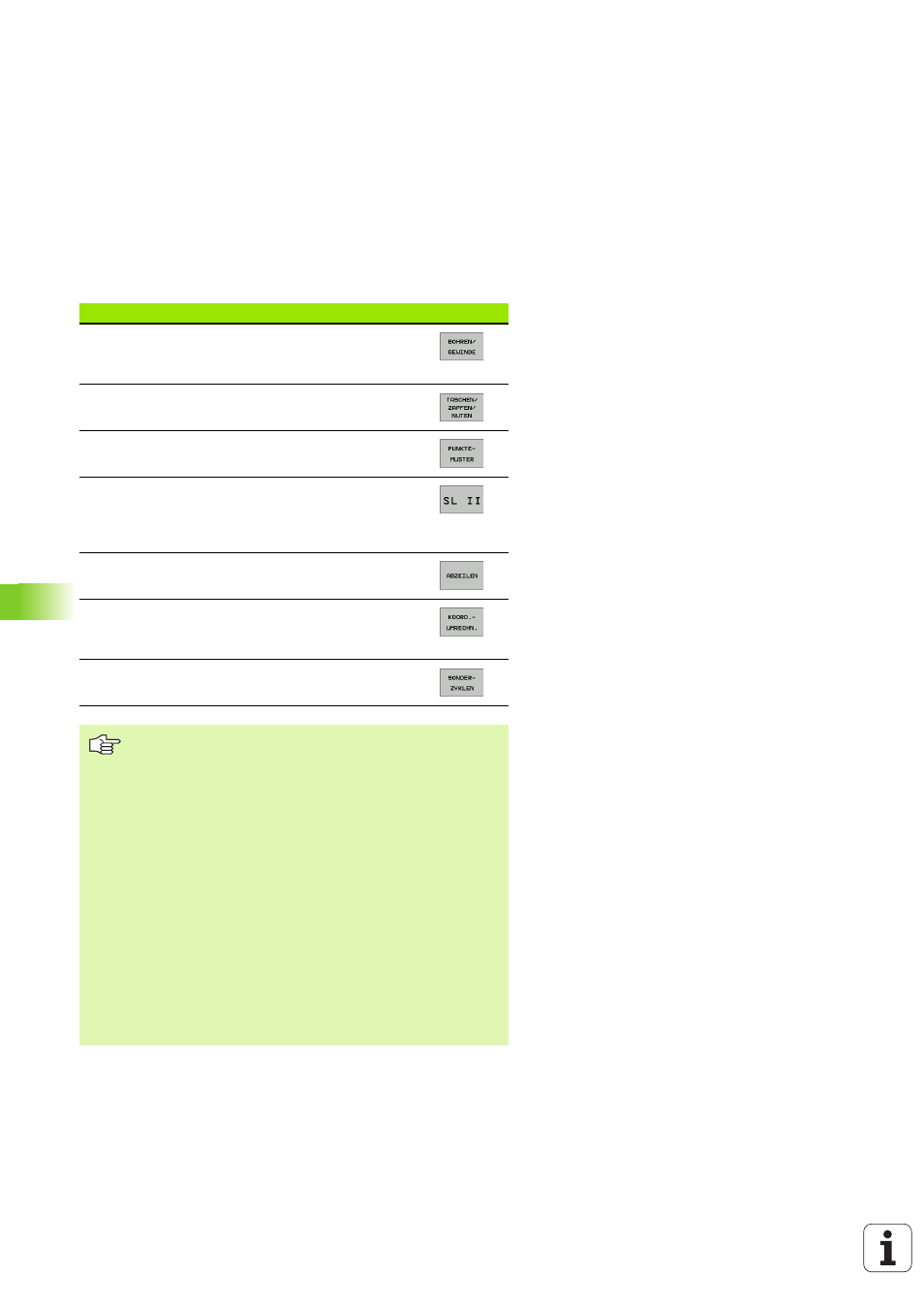
Zyklus-Gruppe
Softkey
Zyklen zum Tiefbohren, Reiben, Ausdrehen, Senken,
Gewindebohren, Gewindeschneiden und Gewindefrä-
sen
Zyklen zum Fräsen von Taschen, Zapfen und Nuten
Zyklen zur Herstellung von Punktemustern, z.B. Loch-
kreis od. Lochfläche
Zyklen zum Abzeilen ebener oder in sich verwundener
Flächen
Sonder-Zyklen Verweilzeit, Programm-Aufruf, Spindel-
Orientierung,
Wenn Sie bei Bearbeitungszyklen mit Nummern größer
200 indirekte Parameter-Zuweisungen (z.B. Q210 = Q1)
verwenden, wird eine Änderung des zugewiesenen Para-
meters (z.B. Q1) nach der Zyklus-Definition nicht wirksam.
Definieren Sie in solchen Fällen den Zyklusparameter (z.B.
Q210
) direkt.
Wenn Sie bei Bearbeitungszyklen mit Nummern größer
200 einen Vorschub-Parameter definieren, dann können
Sie per Softkey anstelle eines Zahlenwertes auch den im
TOOL CALL
-Satz definierten Vorschub (Softkey FAUTO),
oder den Eilgang zuweisen (Softkey FMAX).
Beachten Sie, dass eine Änderung des FAUTO-Vorschu-
bes nach einer Zyklus-Definition keine Wirkung hat, da die
TNC bei der Verarbeitung der Zyklus-Definition den Vor-
schub aus dem TOOL CALL-Satz intern fest zuordnet.
Wenn Sie einen Zyklus mit mehreren Teilsätzen löschen
wollen, gibt die TNC einen Hinweis aus, ob der komplette
Zyklus gelöscht werden soll.