Breakout-karte dipp-schalter-konfigurationen – Hypertherm HD4070 Rev.1 Benutzerhandbuch
Seite 269
ANHANG E – COMMAND-BRENNERHÖHENSTEUERUNG UND CNC-SOFTWARE
e-8
HyPerformance HD4070
Betriebsanleitung
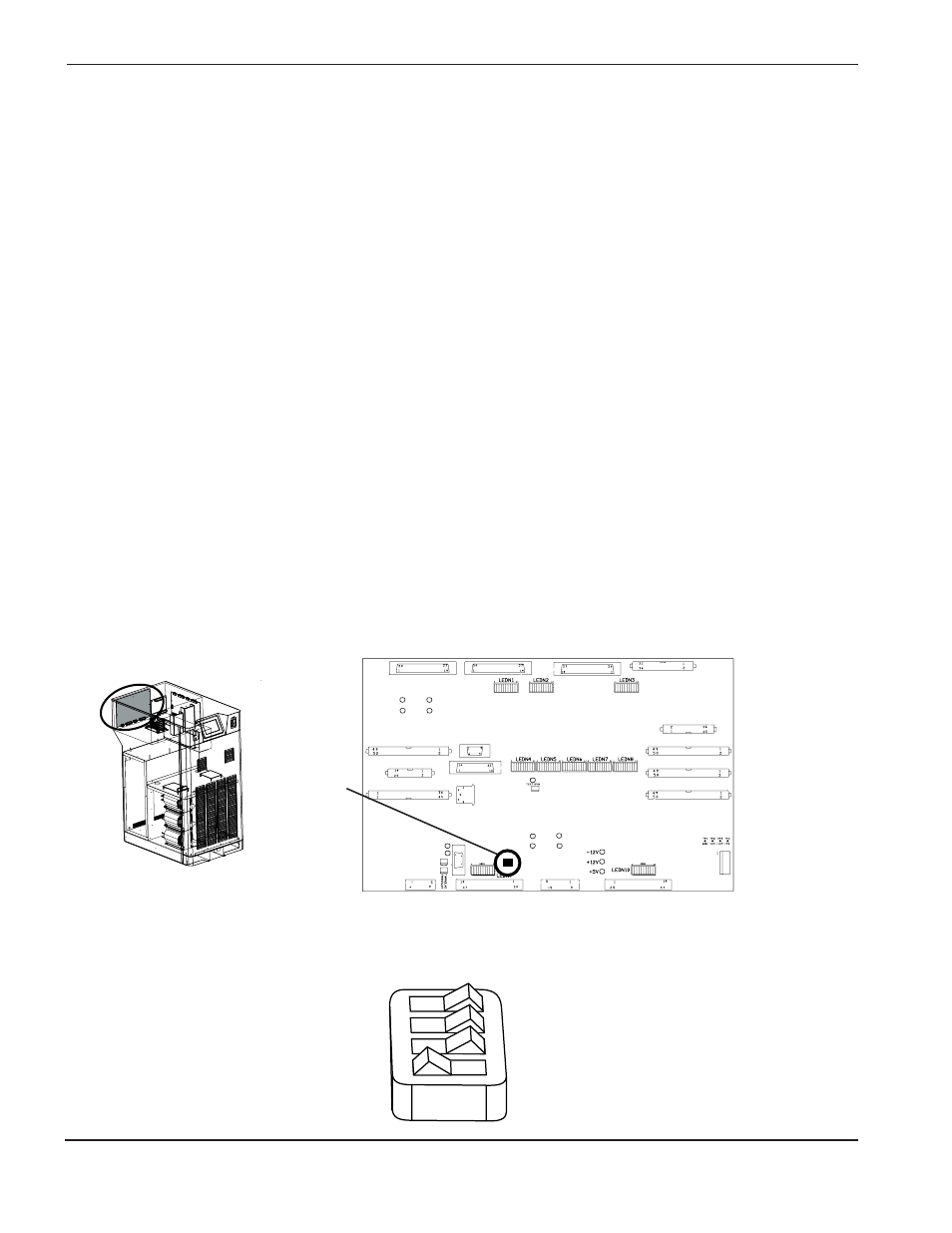
Einzelmaschinen-Konfiguration
Schalter Nr. 4 muss bei einer Einzelanlagen-Konfiguration in EIN-Stellung sein. Schalter 1, 2 und 3 sind AUS.
AUS
EIN
Breakout-Karte Dipp-Schalter-Konfigurationen
1 2 3 4
J 3
J 1
J 2
J 4
J 5
J 8
J 1 1
J 1 5
J 6
J 1 0
J 1 3
J 9
J 7
J 1 2
J 2 1
J 2 0
J 1 9
J 1 8
J 1 4
J 1 7
J 1 6
J 2 3
J 2 4
D13
D14
D5
D7
D6
D8
D11
D15
D16
D12
D24
D17
D25
D9
ON
OFF
Dipp-Schalter
Hinweise für die serielle CNC-Erweiterung zu mehreren Plasmaanlagen
Das folgende sind Hinweise, um eine einzelne CNC-Anlage mit mehreren HD4070-Plasmaanlagen unter
Verwendung des seriellen Interface zu koppeln. Für weitere Informationen ist die Hypertherm-
Konstruktionsabteilung zu kontaktieren.
1. Wenn es sich bei der CNC-Steuerung um eine Steuerung auf PC-Basis handelt, ist es wahrscheinlich am
einfachsten, eine I/O-Erweiterungskarte mit der korrekten Anzahl an seriellen Ports RS422 hinzuzufügen. Diese
Erweiterungskarten sind bei einer Vielzahl an Lieferanten erhältlich. Die Software muss natürlich so entwickelt
werden, dass sie den ausschließlich zugeordneten Port für jede Plasmaanlage unterstützt.
2. Wenn die CNC-Steuerung auf einen einzelnen seriellen Port beschränkt ist, kann es möglich sein, einen
softwaregesteuerten seriellen Schalter anzubringen. Dieser Vorrichtungstyp fängt Steuercodes über eine
serielle Verbindung ab, die zum Schalten der seriellen Verbindung zu einer jeden der verschiedenen
verfügbaren Kanäle verwendet wird. Auch hier muss die CNC-Software wiederum so entwickelt werden,
dass sie diesen Vorrichtungstyp unterstützt. Vorrichtungen diesen Typs sind von BLACK BOX INC.,
Tel.-Nr. (877) 877-2269, erhältlich.
3. Wenn die CNC-Steuerung über einen Ethernet-Anschluss verfügt, kann man einen seriellen Ethernet-
Umwandler verwenden, wie er von LANTRONIX INC. (949) 453-3990 vertrieben werden. Diese Vorrichtungen
haben eine einstellbare IP-Adresse und können so verwendet werden, dass unabhängige serielle Interfaces zu
jeder Plasmaanlage bereitgestellt werden. Auch hier muss die CNC-Software so konzipiert sein, dass diese
Herangehensweise unterstützt wird.