Unlegierter stahl, Plasma o, Schutzschild 100 a – Hypertherm HT4400 Benutzerhandbuch
Seite 171: Englisches, Metrisches
HT4400
Betriebsanleitung
e-5
3
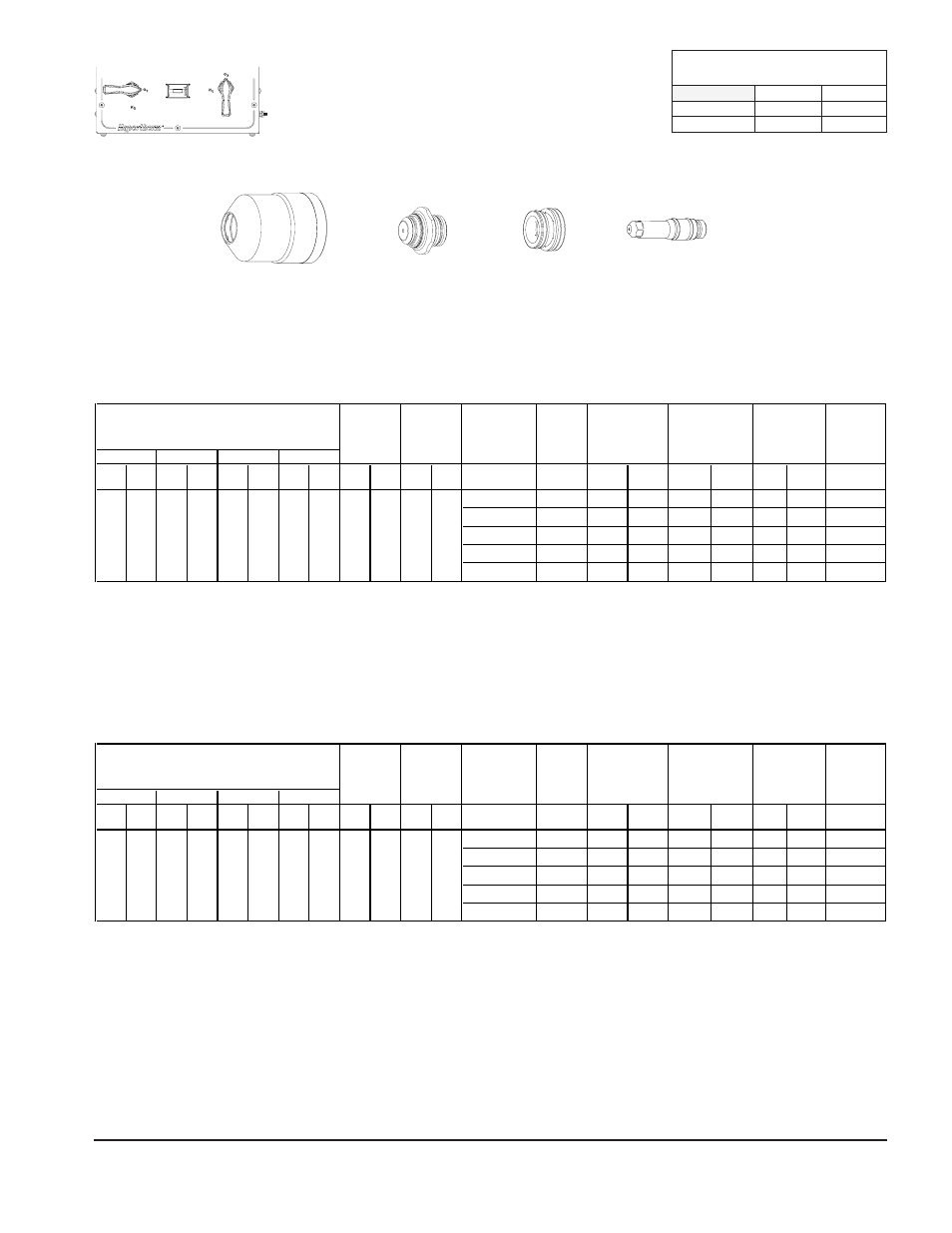
Unlegierter Stahl
Plasma O
2
/ O
2
-N
2
Schutzschild
100 A
Air
Durchflußmengen bei 9,6 bar
(scfh / l/h)
N
2
O
2
Vorströmung
134.3 / 3803 35.7 / 1011
Betriebsströmung
87.1 / 2466 68.9 / 1951
120786
Brennerkappe
120777
Düse
120783
Wirbelring
120785
Elektrode
Mindesteingangsdrücke bleiben für alle Blechdicken auf 9,6 bar.
Ungefähre Drücke beim Schneiden im RUN-Modus (Betrieb):
PG1
88
PG2
16
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
1/8
125
,094
2
240
6100
,188
5
0,3
3/16
125
,125
3
180
4570
,250
6
0,5
1/4
130
,125
3
120
3050
,250
6
0,7
3/8
135
,157
4
85
2160
,314
8
0,9
1/2
135
,157
4
60
1520
,314
8
1,5
17
43
31
23
24
13
17
43
4
2
3
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
3
125
2
,094
6462
255
5
,188
0,3
5
125
3
,125
4355
172
6
,250
0,5
6
130
3
,125
3226
127
6
,250
0,7
10
135
4
,157
2056
81
8
,314
0,9
12
135
4
,157
1613
64
8
,314
1,5
31
23
43
17
24
13
17
43
4
2
3
Testvor- und -Betriebsströmungseinstellung
(psi)
Test-
vorströmung
(psi)
Preflow
Test-
betriebs-
strömung
(psi)
Cutflow
Materialdicke
Lichtbogen
Spannung
Abstand Brenner
zum Werkstück
Schneid-
geschwindigkeit
Anfangs
Brenner
Lochstechhöhe
Lochstech
Verzögerung
Plasma
Schutzschild
Plasma
Schutzschild
Zoll
Volt
zoll
mm
mm/m
zoll
mm
Sekunden
ipm
ENGLISCHES
Testvor- und -Betriebsströmungseinstellung
(psi)
Test-
vorströmung
(psi)
Preflow
Test-
betriebs-
strömung
(psi)
Cutflow
Materialdicke
Lichtbogen
Spannung
Abstand Brenner
zum Werkstück
Schneid-
geschwindigkeit
Anfangs
Brenner
Lochstechhöhe
Lochstech
Verzögerung
Plasma
Schutzschild
Plasma
Schutzschild
Volt
mm
zoll
ipm
mm
zoll
Sekunden
mm/m
METRISCHES