Anlagen-fehlerbeseitigung – 3 von 4 -13, Anlagen-fehlerbeseitigung – 3 von 4, Wartung – Hypertherm HT4400 Benutzerhandbuch
Seite 93
WARTUNG
2
HT4400
Betriebsanleitung
5-13
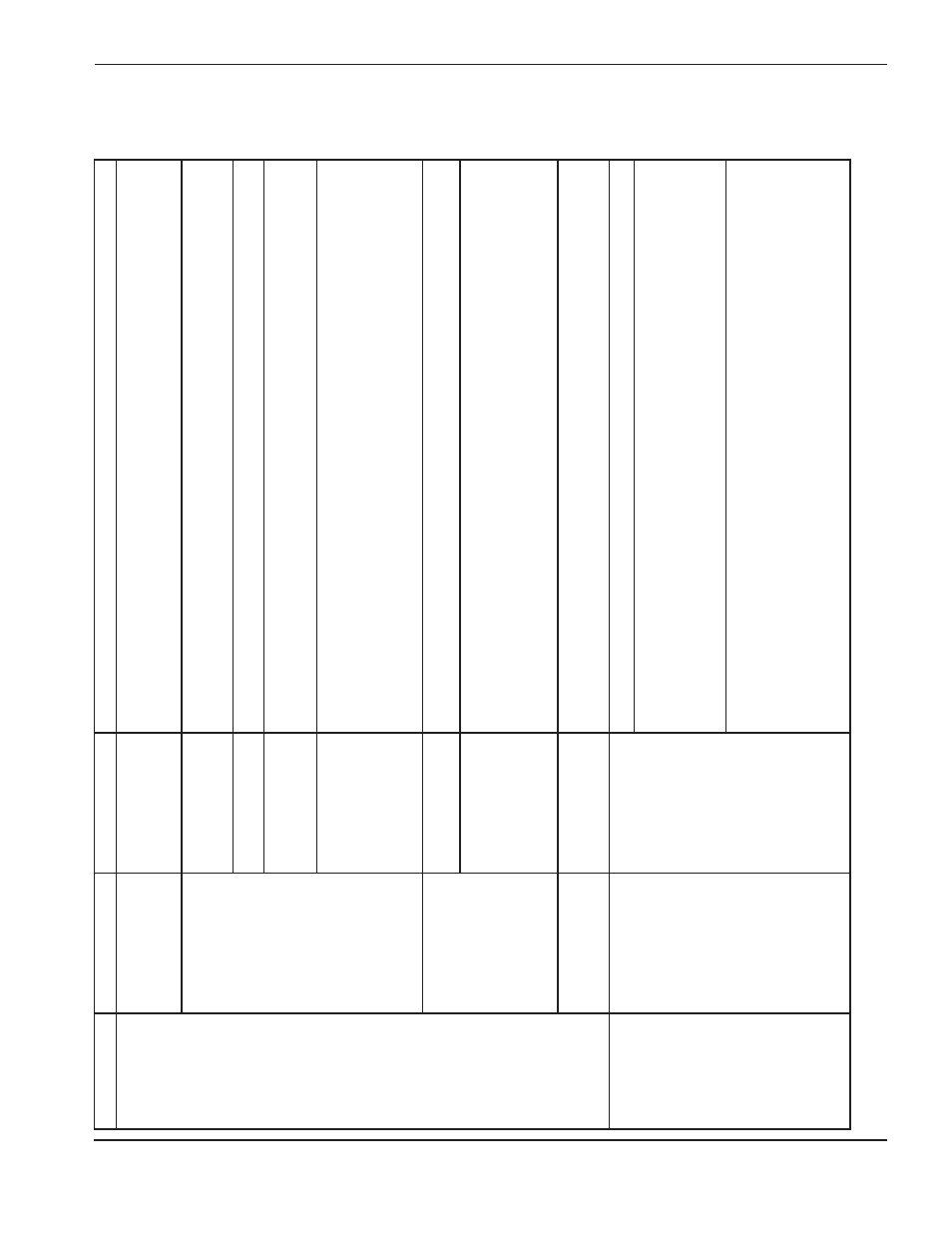
Anlagen-Fehlerbeseitigung – 3 von 4
Zustand
Resultat
Ursache
L
ö
sung
Schlechte
Schnittqualit
ä
t
Die Brenner-
h
ö
hensteuerung
funktioniert nicht
richtig
Positive und negative
Abschr
ä
gung an den
gegen
ü
berliegenden
Seiten des Schnittes.
Der Brenner ist nicht
rechtwinklig zur Platte
ausgerichtet.
Ausrichtung des Brenners zur Platte
ü
berpr
ü
fen. Siehe
Brennermontage und
Ausrichtung
im Abschnitt
Installation dieses Handbuches.
Ü
berm
äß
ige positive
Abschr
ä
gung auf allen
Seiten des Schnittes
Ü
berm
äß
ige positive
und/oder negative
Abschr
ä
gung auf einer
oder beiden Seiten des
Schnittes.
Ü
berm
äß
ige negative
Abschr
ä
gung an allen
Schnittseiten.
Der Brenner steigt von
der Platte weg, wenn
der
T
isch sich zu
bewegen beginnt.
Defekter Brenner
.
Brenner drehen und nachsehen, ob sich die
Abschr
ä
gung jetzt auf eine andere Schnittkante bewegt.
Bewegt sich die
Abschr
ä
gung auf eine andere Schnittkante, so ist der Brenner auszutauschen.
Gasundichtigkeit/-
einschn
ü
rung.
Der Abstand
zwischen
Brenner und W
erkst
ü
ck
ist zu gering.
Die Anlage
k
ö
nnte eine
Gasundichtigkeit, einen
defekten Druckregler
oder eine Gasein-
schn
ü
rung vor der
Abschalt-V
entil-
Baugruppe haben.
Siehe T
abellen
fü
r das Schneiden im
Abschnitt Betrieb dieses Handbuches. Unten auf der Seite
befinden sich Gasdr
ü
cke f
ü
r Plasma- und Sekund
ä
rgas, die w
ä
hrend des Schneidens an der
Gaskonsole angezeigt werden. Der tats
ä
chliche Schneiddruck sollte +/- 0,3 Bar des in der
T
abelle f
ü
r
das Schneiden aufgelisteten W
ertes betragen. Ist der Gasdruck zu hoch, liegt entweder eine
gequetschte Plasmagasleitung nach der
Abschalt-V
entil-Baugruppe vor
, ein verstopfter Gasanschluss
im Brenner oder ein schlechter Wirbelring.
Einstellung der Lichtbogenspannung um 5 oder 10 V
olt erh
ö
hen.
Siehe
Undichtigkeitsprüfungen
im
Abschnitt Betrieb in diesem Handbuch.
Es ist sicherzustellen, dass die Plasma- und Sekund
ä
rgas-Eingangsdr
ü
cke gem
äß
den Buchwerten
eingestellt sind. Beim Schneiden ist der Druck an jedem Manometer zu kontrollieren. Man muss
sicherstellen, dass der Druck um nicht mehr als +/- 0,7 Bar absinkt. Ein gutes V
ersorgungssystem mit
gutem Regler sinkt normalerweise um nicht mehr als 0,3 Bar
. Ein Druckabfall kann von einem
defekten Regler
, ungen
ü
gender Gaszufuhr
, einer Undichtigkeit in der V
ersorgungsleitung oder einer
Einschn
ü
rung vor der
Abschalt-V
entil-Baugruppe herr
ü
hren.
Mit Eingangsdr
ü
cken, die nach den W
erten im Buch eingestellt sind, und Gasdr
ü
cken, die den
T
abellen f
ü
r das Schneiden entsprechen, sollten die Dr
ü
cke f
ü
r Plasmavorstr
ö
mung und
Schneiddurchfluss den in den
T
abellen f
ü
r das Schneiden angegebenen W
erten entsprechen.
Am
unteren Ende einer jeden
T
abelle f
ü
r das Schneiden stehen die Druckwerte f
ü
r PG1 und PG2 w
ä
hrend
des Schneidens. Die tats
ä
chlichen Schneiddr
ü
cke sollten innerhalb von +/- 0,3 Bar des im Handbuch
aufgelisteten W
ertes liegen. Ist einer dieser Dr
ü
cke zu niedrig, besteht im Gassystem eine
Undichtigkeit, eine ungen
ü
gende Gaszufuhr oder es gibt eine Einschn
ü
rung vor der
Abschalt-V
entil-
Baugruppe.
Der Abstand
zwischen
Brenner und W
erkst
ü
ck
ist zu hoch.
Einstellung der Lichtbogenspannung um 5 oder 10 V
olt verringern.
Gasundichtigkeit.
Siehe
Undichtigkeitsprüfungen
im
Abschnitt Betrieb dieses Handbuches.
Die V
orschub-
geschwindigkeit ist zu
hoch.
V
orschubgeschwindigkeit anhand der
T
abellen f
ü
r das Schneiden im
Abschnitt Betrieb dieses
Handbuches
ü
berpr
ü
fen. Die V
orschubgeschwindigkeit sollte +/- 254 mm/m der in den
T
abellen f
ü
r
das Schneiden aufgelisteten Geschwindigkeit betragen.
Die Gaseinstellung ist
inkorrekt, es liegt eine
ungen
ü
gende Gas-
versorgung vor oder
die Einstellung des
Gasdrucks ist niedriger
als der W
ert im Buch.
Siehe T
abellen
fü
r das Schneiden im
Abschnitt Betrieb dieses Handbuches, au
ß
erdem sind die
Gasdr
ü
cke f
ü
r V
orstr
ö
mung und
T
estschneid-Durchfluss zu
ü
berpr
ü
fen. Liegen die Dr
ü
cke nicht
innerhalb von +/- 0,3 Bar
, dann ist entweder die Gaseinstellung inkorrekt, der Zufuhrdruck ist zu
niedrig eingestellt, es gibt einen defekten Regler oder eine Undichtigkeit/Einschn
ü
rung.