Leistungs- und prozessdaten -13, Leistungs- und prozessdaten, Bedienung – Hypertherm HT4400 Benutzerhandbuch
Seite 62
BEDIENUNG
2
HT4400
Betriebsanleitung
4-13
Leistungs- und Prozessdaten
Vor dem Schneiden prüfen Sie bitte alle Einstellungen und Regelungen und überprüfen Sie
auf beschädigte Brennerteile und abgenutzte Verschleißteile hin.
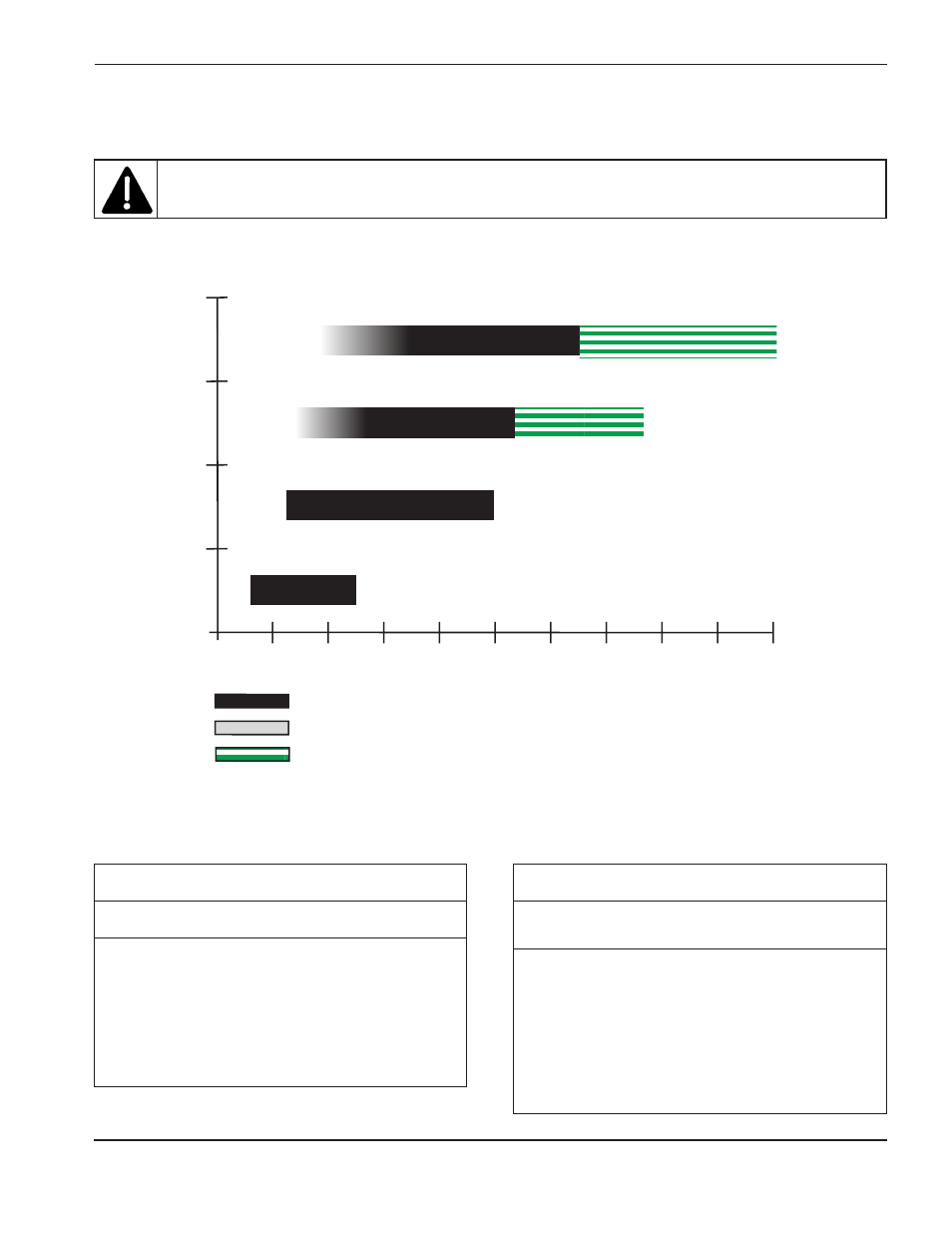
100A
200A
300A
400A
0
0.2
5.1
0.4
10.2
0.6
15.2
0.8
20.3
1.2
30.5
1.4
35.6
1.6
40.6
1.8
45.7
1.0
25.4
2.0
50.8
Thickness
(inches/
mm)
Performance Summary for Cutting Mild Steel with Oxygen Plasma
Good cut quality (virtually dross free, may result in increased cut angle)
Best cut quality (virtually dross free, least cut angularity)
Requires edge start
Results will vary based on machine motion performance and material characteristics.
Ungefähre Drücke während des Schneidens
Prozess
PG1
PG2
100A O
2
/Luft
76
17
200A O
2
/Luft
56
32
300A O
2
/Luft
72
35
400A O
2
/Luft
75
38
200A N
2
/O
2
-N
2
49
36
400A N
2
/N
2
58
30
Schnittfugenbreite O
2
/Luft-Prozesse
Blechdicke
100A
200A
300A
400A
(mm)
(mm)
(mm)
(mm)
(mm)
4,8
1,4
6,4
1,6
2,4
9,5
1,8
2,8
2,7
3,3
12,7
3,0
3,0
3,4
19
3,2
3,3
3,8
25,4
3,5
4,2
Zusammenfassung der Leistungsfähigkeit beim Schneiden von
unlegiertem Stahl mit Sauerstoffplasma
Beste Schnittqualität (praktisch bartfrei, genaueste Schnittwinkel)
Gute Schnittqualität (praktisch bartfrei, ggf. vergrößerter Schnittwinkel)
Start an der Kante erforderlich
Ergebnisse variieren basierend auf Leistung der Führungsmaschine und den Werkstoffeigenschaften.