Tabellen für das schneiden -15, Luft, Unlegierter stahl – Hypertherm HT4400 Benutzerhandbuch
Seite 64: Plasma o, Englisches, Metrisches
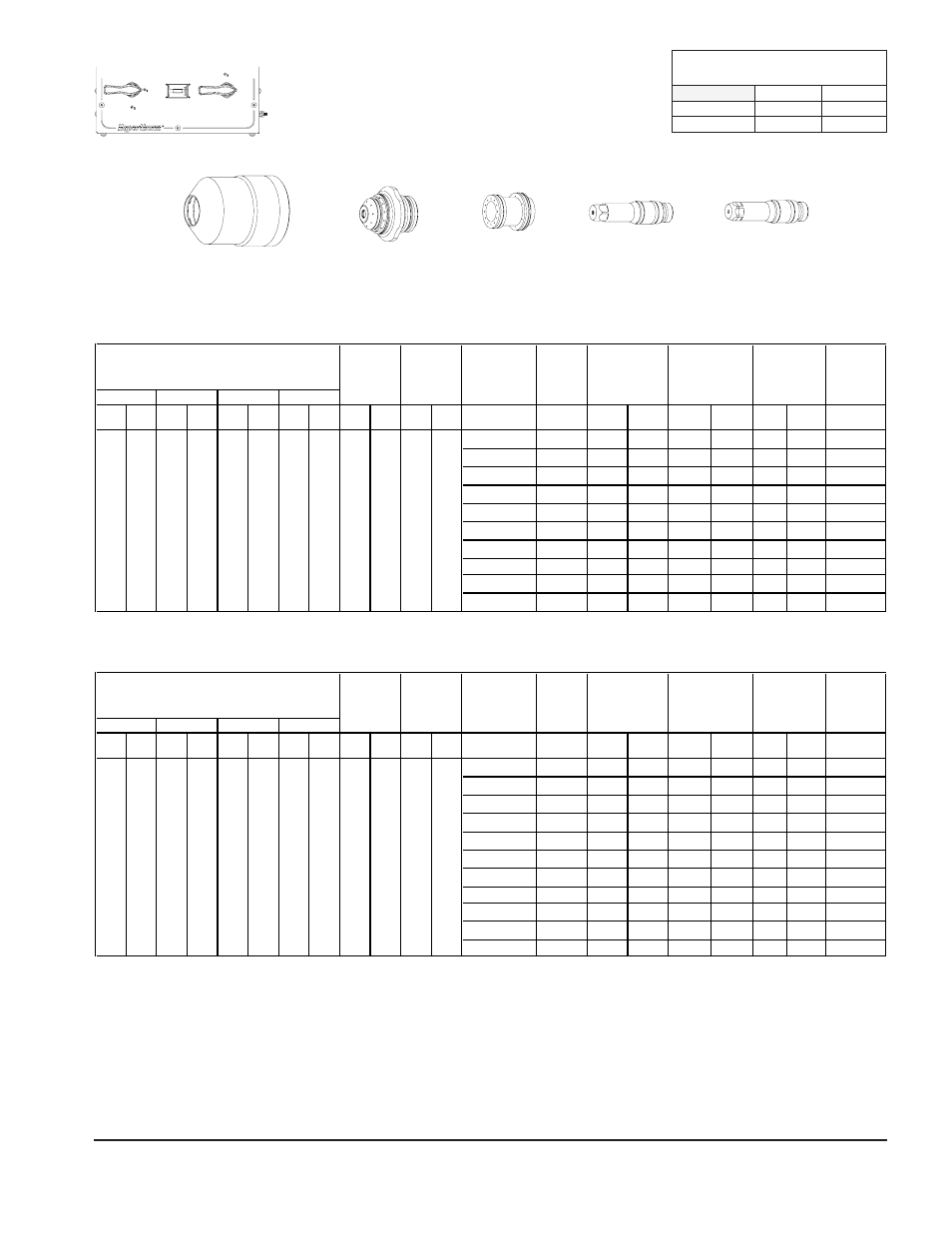
Unlegierter Stahl
Plasma O
2
/ Luft Schutzschild
400 A
Gerade und Fasenschnitte bis 45°
Durchflußmengen bei 8,3 bar
(scfh / l/h)
Luft
O
2
Vorströmung
184,3 / 5220
58,8 / 1662
Betriebsströmung
167,5 / 4740
92,2 / 2610
HT4400
Betriebsanleitung
4-15
9
Air
120786
Brennerkappe
120934
Düse
120939
Wirbelring
120810
(standard)
Elektrode
*
Lochstechen nicht empfohlen.
**
Bei Schnitten dieser Dicken kann es zu erhöhter Schnittwinkelschwankung und Oberflächen-Rauheit kommen. Um hier eine
Verbesserung bei manchen Materialien herbeizuführen, ist die Schneidgeschwindigkeit um 5 % bis 10 % zu reduzieren.
Mindesteingangsdrücke bleiben für alle Blechdicken auf 8,3 bar.
Ungefähre Drücke beim Schneiden im RUN-Modus (Betrieb):
PG1
75
PG2
38
+ SilverPlus erhöht die Standzeit bei den meisten Einsätzen. Das Hafnium nutzt sich bis etwa zur doppelten Tiefe einer
Vollkupfer-Elektrode (120810 400A and 120802 300A) ab. Es kann erforderlich sein, die Lichtbogenspannung während der
Standzeit der Elektrode um 5 - 15 Volt zu erhöhen, um die korrekten Schneidhöhen-Parameter aufrechtzuerhalten.
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
3/8**
135
,125
3
195
4950
,250
6
0,4
1/2**
138
,157
4
160
4060
,314
8
0,5
5/8
140
,157
4
120
3050
,314
8
0,6
3/4
142
,157
4
95
2413
,314
8
0,7
7/8
145
,188
5
80
2032
,375
10
0,8
1
145
,188
5
70
1778
,375
10
1
1-1/8
145
,188
5
60
1520
,375
10
1,4
1-1/4
148
,188
5
55
1400
,375
10
1,9
1-1/2
150
,188
5
40
1020
*
*
*
2
175
,250
6
15
381
*
*
*
36
43
68
38
43
38
38
68
0
0
10
MV1 MV2 MV3 MV4 MV5
MV6 MV7 PG1 PG2 PG1 PG2
mm
10**
135
3
,125
4718
186
6
,250
0,4
12**
138
4
,157
4301
169
8
,314
0,5
15
140
4
,157
3320
131
8
,314
0,6
20
142
4
,157
2298
91
8
,314
0,7
22
145
5
,188
2053
81
10
,375
0,8
25
145
5
,188
1806
71
10
,375
1
30
145
5
,188
1468
58
10
,375
1,2
32
148
5
,188
1386
55
10
,375
1,4
35
150
5
,188
1204
47
10
,375
1,9
40
155
5
,188
929
37
*
*
*
50
175
6
,250
421
17
*
*
*
68
0
0
10
43
38
38
36
43
68
38
Testvor- und -Betriebsströmungseinstellung
(psi)
Test-
vorströmung
(psi)
Preflow
Test-
betriebs-
strömung
(psi)
Cutflow
Materialdicke
Lichtbogen
Spannung
Abstand Brenner
zum Werkstück
Schneid-
geschwindigkeit
Anfangs
Brenner
Lochstechhöhe
Lochstech
Verzögerung
Plasma
Schutzschild
Plasma
Schutzschild
Zoll
Volt
zoll
mm
mm/m
zoll
mm
Sekunden
ipm
ENGLISCHES
Testvor- und -Betriebsströmungseinstellung
(psi)
Test-
vorströmung
(psi)
Preflow
Test-
betriebs-
strömung
(psi)
Cutflow
Materialdicke
Lichtbogen
Spannung
Abstand Brenner
zum Werkstück
Schneid-
geschwindigkeit
Anfangs
Brenner
Lochstechhöhe
Lochstech
Verzögerung
Plasma
Schutzschild
Plasma
Schutzschild
Volt
mm
zoll
ipm
mm
zoll
Sekunden
mm/m
METRISCHES
220412
+
(Sonderausstattung)
SilverPlus electrode