Bezugsebene (tastsystem-zyklus 0, din/iso: g55), Seite 110 – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Benutzerhandbuch
Seite 110
110
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.3 W
e
rk
stüc
k
e
aut
o
matisc
h v
e
rm
essen
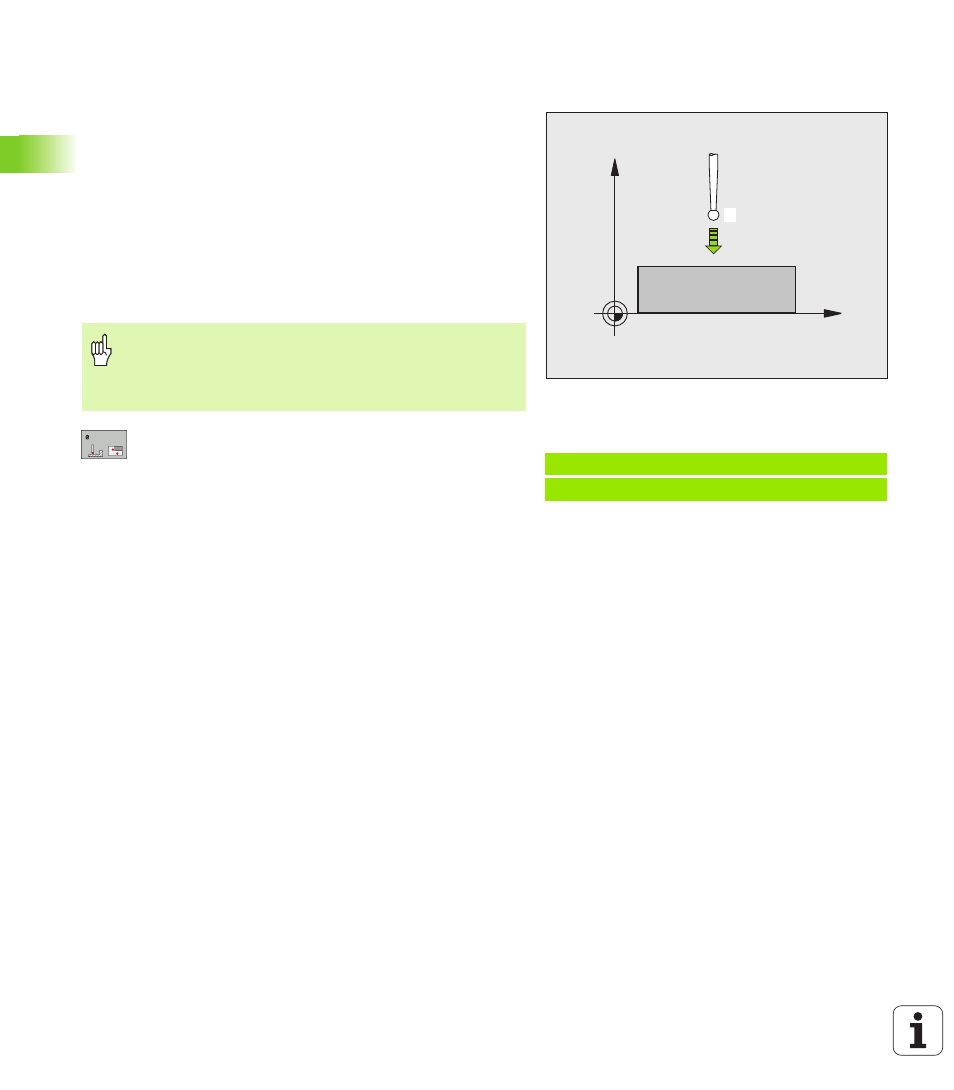
BEZUGSEBENE (Tastsystem-Zyklus 0,
DIN/ISO: G55)
1
Das Tastsystem fährt in einer 3D-Bewegung mit Eilvorschub (Wert
aus Spalte FMAX) die im Zyklus programmierte Vorposition
1
an
2
Anschließend führt das Tastsystem den Antast-Vorgang mit
Antast-Vorschub (Spalte F) durch. Die Antast-Richtung ist im
Zyklus festzulegen
3
Nachdem die TNC die Position erfasst hat, fährt das Tastsystem
zurück auf den Startpunkt des Antast-Vorgangs und speichert die
gemessene Koordinate in einem Q-Parameter ab. Zusätzlich
speichert die TNC die Koordinaten der Position, an der sich das
Tastsystem zum Zeitpunkt des Schaltsignals befindet, in den
Parametern Q115 bis Q119 ab. Für die Werte in diesen
Parametern berücksichtigt die TNC Taststiftlänge und -radius nicht
Parameter-Nr. für Ergebnis
: Nummer des Q-
Parameters eingeben, dem der Wert der Koordinate
zugewiesen wird
Antast-Achse/Antast-Richtung
: Antast-Achse mit
Achswahl-Taste oder über die ASCII-Tastatur und
Vorzeichen für Antastrichtung eingeben. Mit Taste
ENT bestätigen
Positions-Sollwert
: Über die Achswahl-Tasten oder
über die ASCII-Tastatur alle Koordinaten für das
Vorpositionieren des Tastsystems eingeben
Eingabe abschließen: Taste ENT drücken
X
Z
1
Beachten Sie vor dem Programmieren
Tastsystem so vorpositionieren, dass eine Kollision beim
Anfahren der programmierten Vorposition vermieden
wird.
Beispiel: NC-Sätze
67 TCH PROBE 0.0 BEZUGSEBENE Q5 X-
68 TCH PROBE 0.1 X+5 Y+0 Z-5