2 bezugspunkt e aut o matisc h er mit teln – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Benutzerhandbuch
Seite 78
78
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.2 Bezugspunkt
e
aut
o
matisc
h er
mit
teln
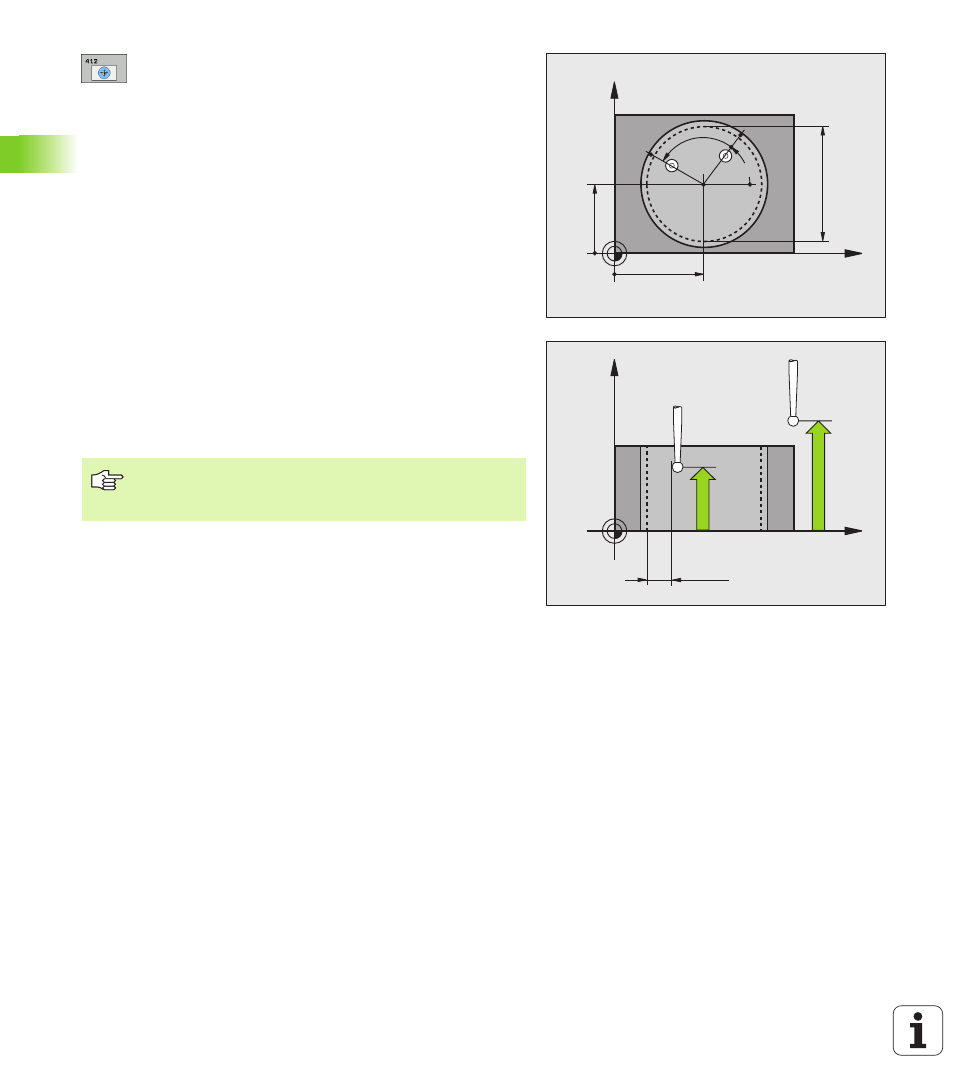
Mitte 1. Achse
Q321 (absolut): Mitte der Tasche in
der Hauptachse der Bearbeitungsebene
Mitte 2. Achse
Q322 (absolut): Mitte der Tasche in
der Nebenachse der Bearbeitungsebene. Wenn Sie
Q322 = 0 programmieren, dann richtet die TNC den
Bohrungs-Mittelpunkt auf die positive Y-Achse aus,
wenn Sie Q322 ungleich 0 programmieren, dann
richtet die TNC den Bohrungs-Mittelpunkt auf die
Sollposition aus
Soll-Durchmesser
Q262: Ungefährer Durchmesser
der Kreistasche (Bohrung). Wert eher zu klein
eingeben
Startwinkel
Q325 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem ersten
Antastpunkt
Winkelschritt
Q247 (inkremental): Winkel
zwischen zwei Messpunkten, das Vorzeichen
des Winkelschritts legt die Drehrichtung fest
(- = Uhrzeigersinn), mit der das Tastsystem zum
nächsten Messpunkt fährt. Wenn Sie Kreisbögen
vermessen wollen, dann programmieren Sie einen
Winkelschritt kleiner 90°
X
Y
Q322
Q321
Q262
Q325
Q247
X
Z
Q261
Q260
MP6140
+
Q320
Je kleiner Sie den Winkelschritt programmieren, desto
ungenauer berechnet die TNC den Bezugspunkt. Kleinster
Eingabwert: 5°.