Seite 136 – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Benutzerhandbuch
Seite 136
136
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.3 W
e
rk
stüc
k
e
aut
o
matisc
h v
e
rm
essen
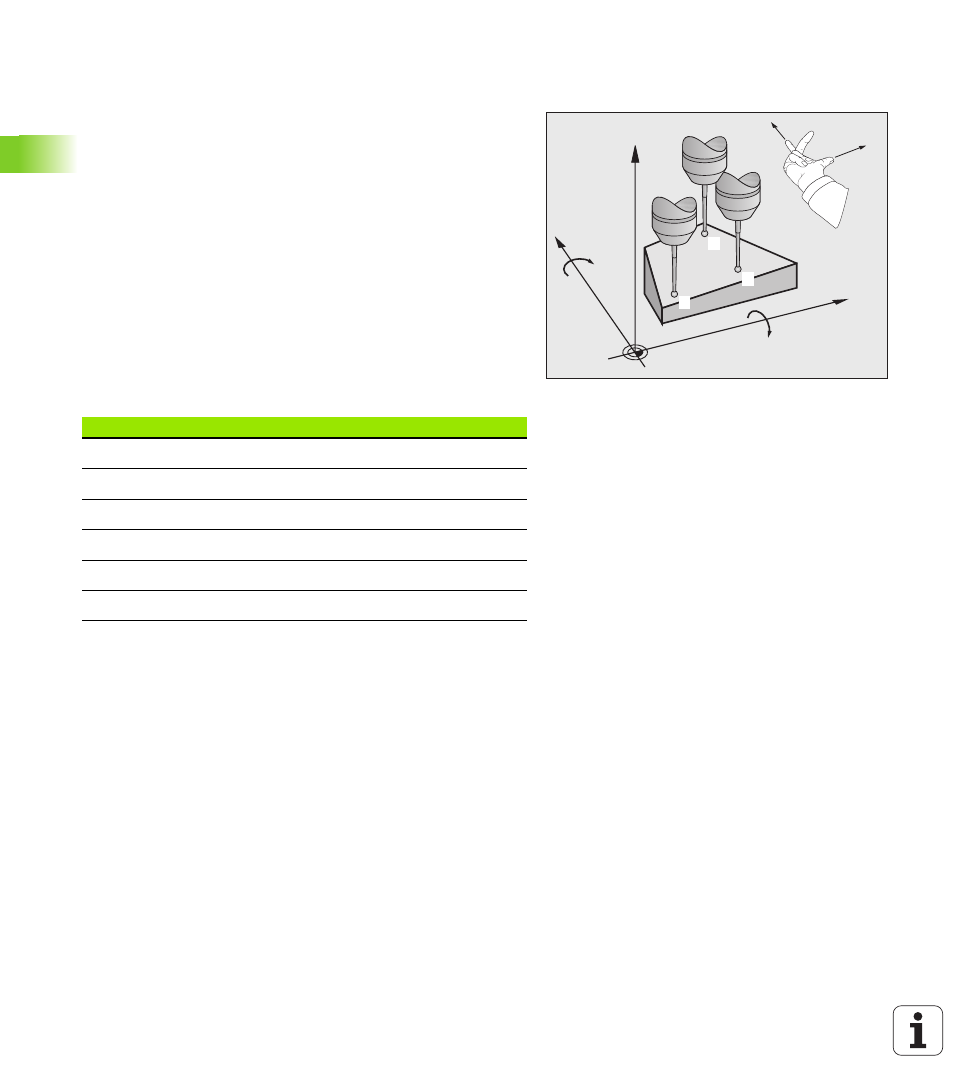
MESSEN EBENE (Tastsystem-Zyklus 431,
DIN/ISO: G431)
Der Tastsystem-Zyklus 431 ermittelt die Winkel einer Ebene durch
Messung dreier Punkte und legt die Werte in Systemparametern ab.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte FMAX) und mit Positionierlogik (siehe „Tastsystem-Zyklen
abarbeiten” auf Seite 21) zum programmierten Antastpunkt
1
und
misst dort den ersten Ebenenpunkt. Die TNC versetzt dabei das
Tastsystem um den Sicherheits-Abstand entgegen der
Antastrichtung
2
Anschließend fährt das Tastsystem zurück auf die Sichere Höhe,
danach in der Bearbeitungsebene zum Antastpunkt
2
und misst
dort den Istwert des zweiten Ebenenpunktes
3
Anschließend fährt das Tastsystem zurück auf die Sichere Höhe,
danach in der Bearbeitungsebene zum Antastpunkt
3
und misst
dort den Istwert des dritten Ebenenpunktes
4
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und speichert die ermittelten Winkelwerte in
folgenden Q-Parametern:
X
Z
Y
1
2
3
+X
+Y
A
B
Parameter-Nummer
Bedeutung
Q158
Projektionswinkel der A-Achse
Q159
Projektionswinkel der B-Achse
Q170
Raumwinkel A
Q171
Raumwinkel B
Q172
Raumwinkel C
Q173
Messwert in der Tastsystem-Achse