2 bezugspunkt e aut o matisc h er mit teln – HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles Benutzerhandbuch
Seite 94
94
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3.2 Bezugspunkt
e
aut
o
matisc
h er
mit
teln
BEZUGSPUNKT TASTSYSTEM-ACHSE
(Tastsystem-Zyklus 417, DIN/ISO: G417)
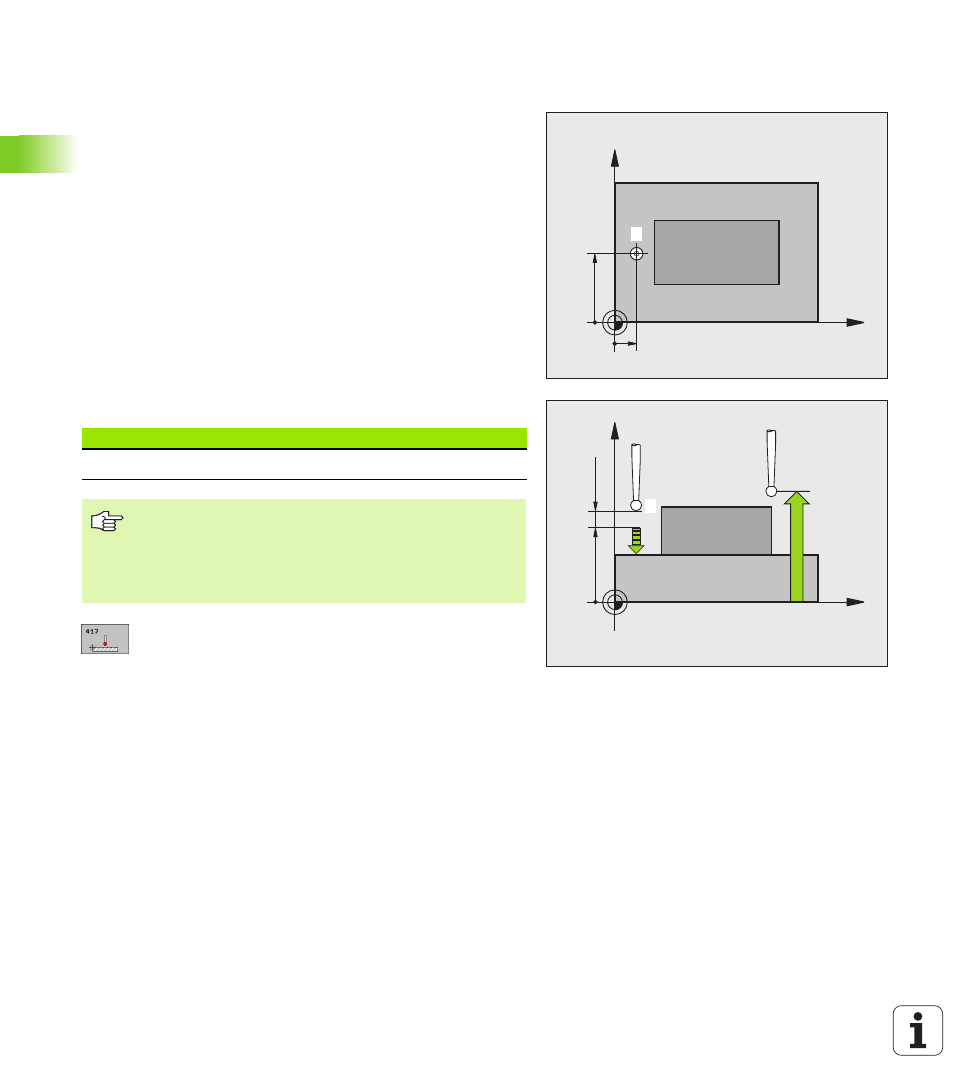
Der Tastsystem-Zyklus 417 misst eine beliebige Koordinate in der
Tastsystem-Achse und setzt diese Koordinate als Bezugspunkt.
Wahlweise kann die TNC die gemessene Koordinate auch in eine
Nullpunkt- oder Preset-Tabelle schreiben.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte FMAX) und mit Positionierlogik (siehe „Tastsystem-Zyklen
abarbeiten” auf Seite 21) zum programmierten Antastpunkt
1
. Die
TNC versetzt dabei das Tastsystem um den Sicherheits-Abstand in
Richtung der positiven Tastsystem-Achse
2
Anschließend fährt das Tastsystem in der Tastsystem-Achse auf
die eingegebene Koordinate des Antastpunktes
1
und erfasst
durch einfaches Antasten die Ist-Position
3
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und verarbeitet den ermittelten Bezugspunkt in
Abhängigkeit der Zyklusparameter Q303 und Q305 (siehe
„Berechneten Bezugspunkt speichern” auf Seite 64) und
speichert den Istwert in nachfolgend aufgeführtem Q-Parameter
ab
1. Messpunkt 1. Achse
Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene
1. Messpunkt 2. Achse
Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene
1. Messpunkt 3. Achse
Q294 (absolut): Koordinate
des ersten Antastpunktes in der Tastsystem-Achse
Sicherheits-Abstand
Q320 (inkremental):
Zusätzlicher Abstand zwischen Messpunkt und
Tastsystemkugel. Q320 wirkt additiv zur Spalte
SET_UP
Sichere Höhe
Q260 (absolut): Koordinate in der
Tastsystem-Achse, in der keine Kollision zwischen
Tastsystem und Werkstück (Spannmittel) erfolgen
kann
X
Y
Q264
Q263
1
X
Z
Q260
Q294
MP61
40
+
Q320
1
Parameter-Nummer
Bedeutung
Q160
Istwert gemessener Punkt
Beachten Sie vor dem Programmieren
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben. Die TNC setzt dann in dieser Achse den Bezugs-
punkt.