2 grundlagen zu den bahnfunktionen, Grundlagen zu den bahnfunktionen – HEIDENHAIN TNC 640 (34059x-05) ISO programming Benutzerhandbuch
Seite 206
Programmieren: Konturen programmieren
6.2
Grundlagen zu den Bahnfunktionen
6
206
TNC 640 | Benutzer-Handbuch DIN/ISO-Programmierung | 1/2015
6.2
Grundlagen zu den Bahnfunktionen
Werkzeugbewegung für eine Bearbeitung
programmieren
Wenn Sie ein Bearbeitungsprogramm erstellen, programmieren
Sie nacheinander die Bahnfunktionen für die einzelnen Elemente
der Werkstückkontur. Dazu geben Sie gewöhnlich
die Koordinaten
für die Endpunkte der Konturelemente
aus der Maßzeichnung
ein. Aus diesen Koordinaten-Angaben, den Werkzeugdaten und der
Radiuskorrektur ermittelt die TNC den tatsächlichen Verfahrweg
des Werkzeugs.
Die TNC fährt gleichzeitig alle Maschinenachsen, die Sie in dem
Programm-Satz einer Bahnfunktion programmiert haben.
Bewegungen parallel zu den Maschinenachsen
Der Programm-Satz enthält eine Koordinaten-Angabe: Die TNC
fährt das Werkzeug parallel zur programmierten Maschinenachse.
Je nach Konstruktion Ihrer Maschine bewegt sich beim
Abarbeiten entweder das Werkzeug oder der Maschinentisch
mit dem aufgespannten Werkstück. Beim Programmieren der
Bahnbewegung tun Sie grundsätzlich so, als ob sich das Werkzeug
bewegt.
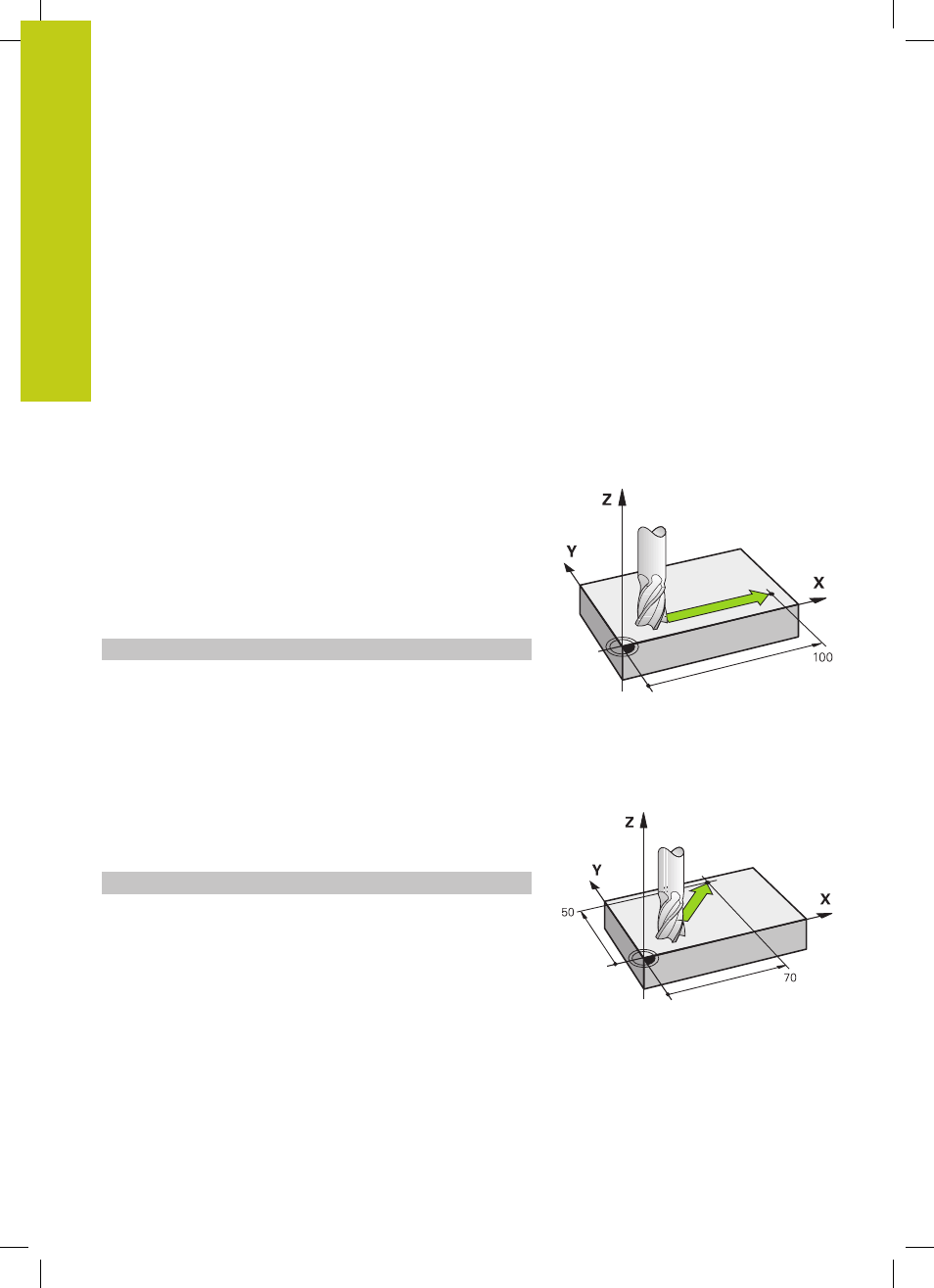
Beispiel:
N50 G00 X+100 *
N50
Satznummer
G00
Bahnfunktion "Gerade im Eilgang"
X+100
Koordinaten des Endpunkts
Das Werkzeug behält die Y- und Z-Koordinaten bei und fährt auf die
Position X=100. Siehe Bild.
Bewegungen in den Hauptebenen
Der Programm-Satz enthält zwei Koordinaten-Angaben: Die TNC
fährt das Werkzeug in der programmierten Ebene.
Beispiel
N50 G00 X+70 Y+50 *
Das Werkzeug behält die Z-Koordinate bei und fährt in der XY-
Ebene auf die Position X=70, Y=50. Siehe Bild